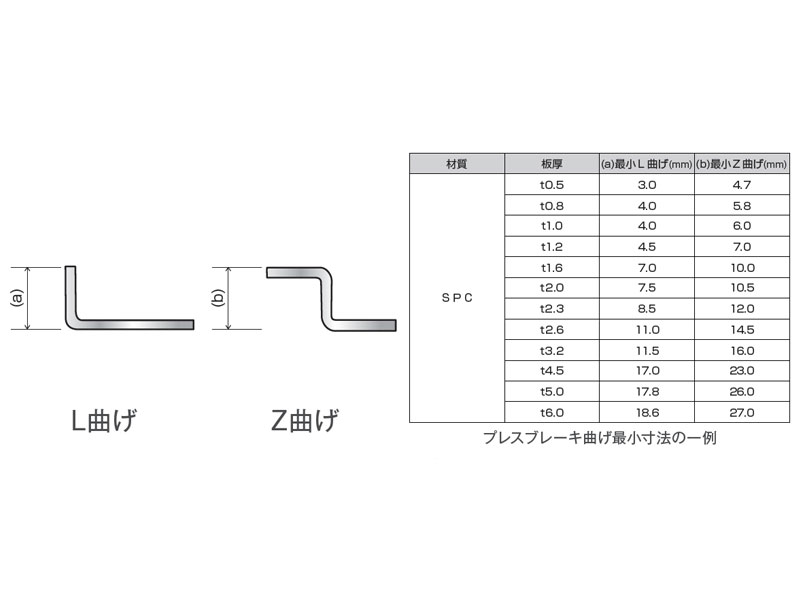
板金 曲げ 限界
曲げまで (板厚含む) t1.6 t2 t3.2 Z曲げ高さ最小値 曲げ内R最小値 エンボス位置⇔板金端面 板金曲げ逃最小値 t1 クランプ用ブリッジ ⇔曲げ クランプ用ブリッジ ⇔端面 クランプブリッジ間距離 最小値 溶接スタッド⇔曲げ 最小値 スポットしろ 最小値.
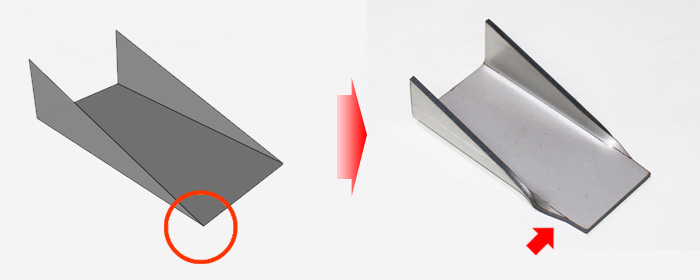
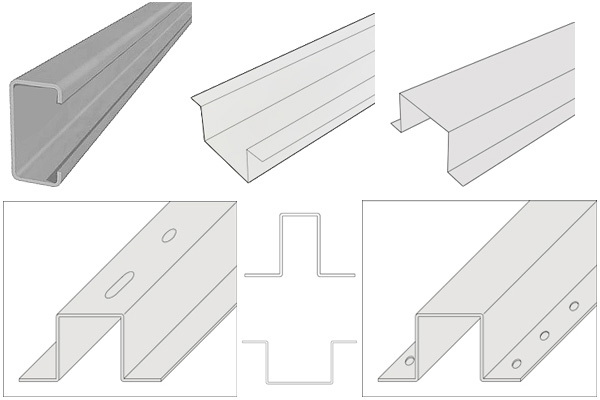
板金 曲げ 限界. 板金加工の世界ではベンディングと呼ばれる手法を用います。 使用する機械は油圧・機械式のベンダーとなります。 曲げ金型は多種多様です。 曲げ形状・曲げ長さ・曲げ深さなどに合わせた金型が必要なケースも多々あります。. 90° 曲げ 2Vダイ同芯レール式 Name of each part 標準金型 組み合わせ表 Standard tool combinations Ram adapter (W intermediate plate) 01 02 90° Bending gooseneck 90° 曲げ グースネック 90° Bending sash 90° 曲げ サッシ 90° Bending straight blade 90° 曲げ 直剣 90° Bending thick plate 90° 曲げ 厚板用. 曲げ加工の干渉 meviy板金部品の内部では、曲げ加工時の干渉解析が行われています。 解析の結果、金型等への干渉が見つかった場合は、加工不可と判定されます。 例1)正常時における曲げ加工前後のモデルイメージ 例2)金型干 ….
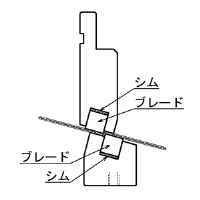
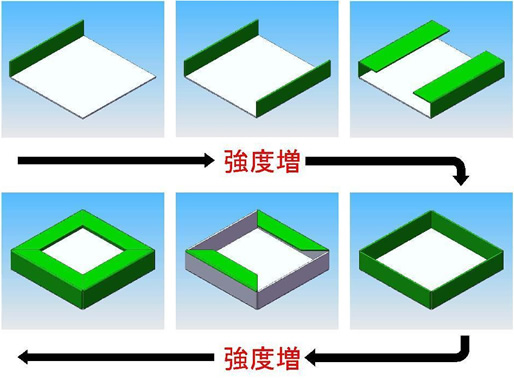
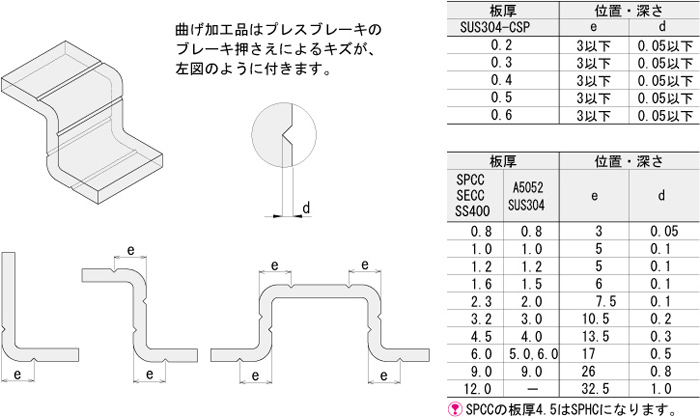
1 精密板金は曲げ加工に配慮した寸法設計が品質を左右する 精密板金加工においては、曲げ加工は切っても切れない加工方法の一つであり、曲げ加工の良し悪しは、その製品そのものの出来具合(仕上がり)に直結すると言っても過言ではありません。 従って、精密板金の製品を設計を行う上. 段曲げを簡単に行いたいお客様に! 挟んだシムと同じ高さの段曲げが可能です。 板金曲げ加工での段曲げには 高さ調整可能なダンサーをお勧め致します。. 曲げの内rの寸法は、どんな要素で決まりますか? 曲げの内r寸法は、どこまでが限界ですか? 曲げ加工でrをつけて加工をするものには、どのような場合がありますか? 筐体板金で使用される板厚はどのくらいでしょうか? 深曲げはどこまで可能ですか?.
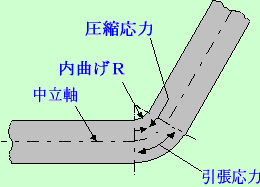
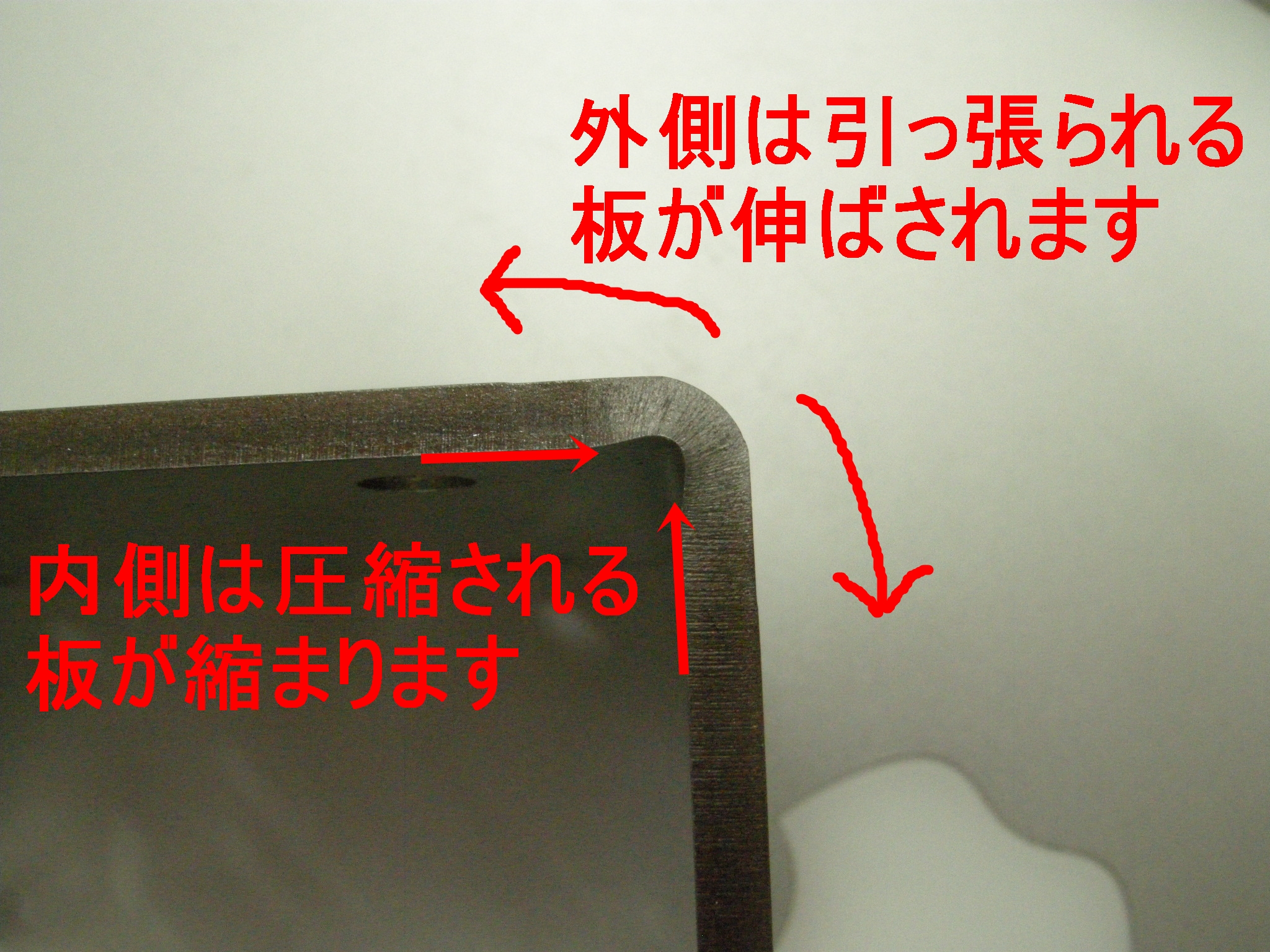
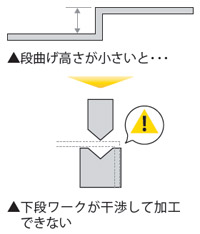
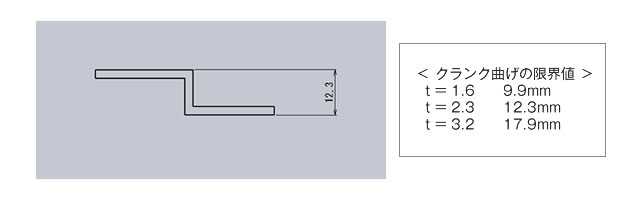
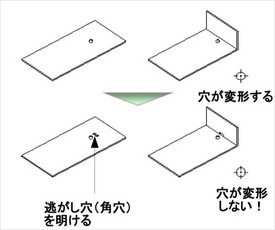
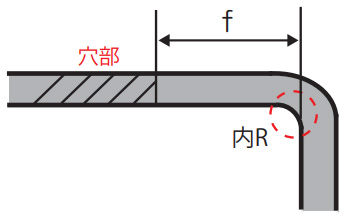
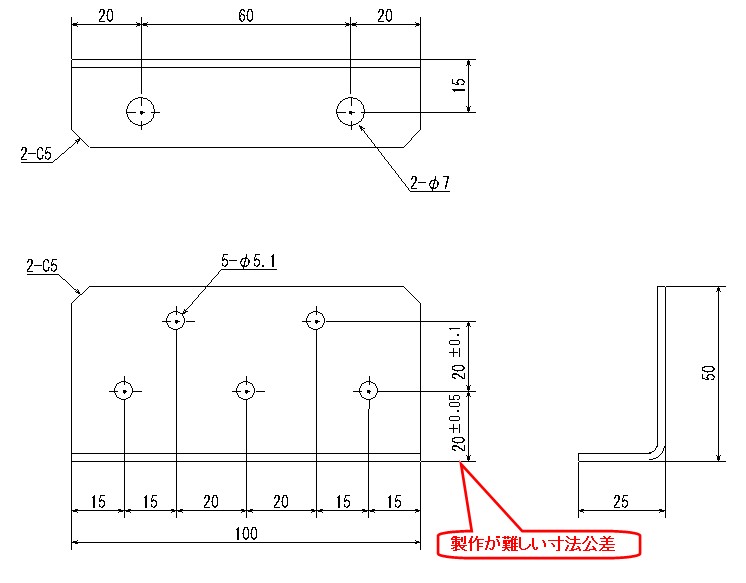
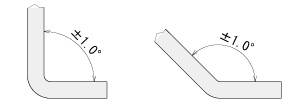
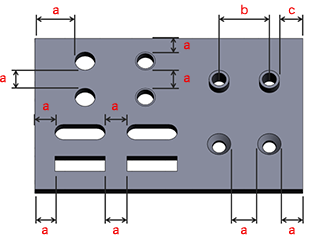
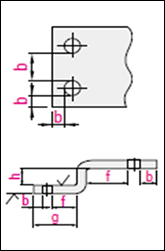
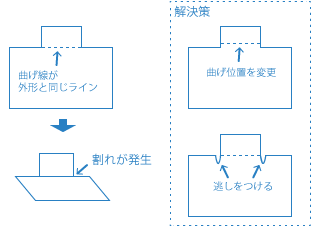
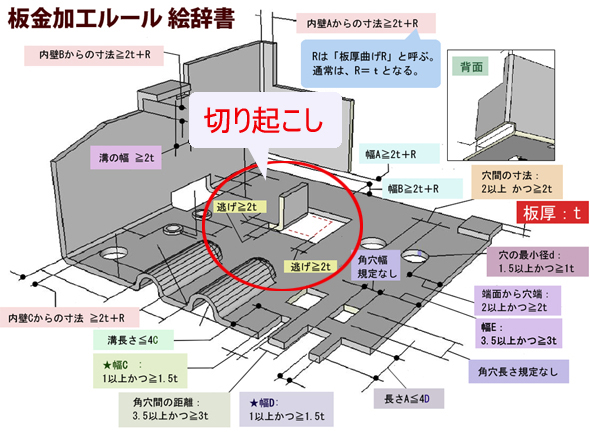
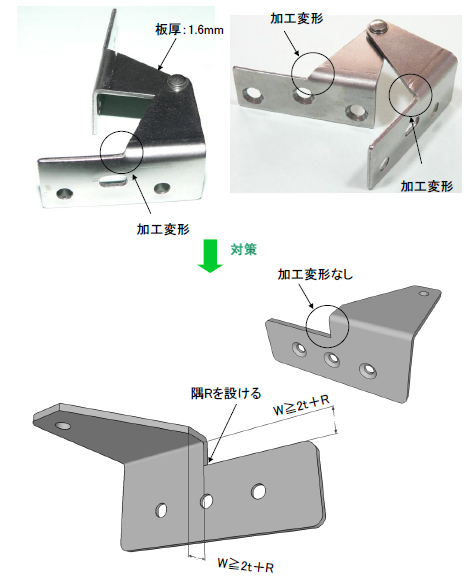
板金には厚みがあるため、曲げる時には、曲げの内側は圧縮され、外側は板が伸びます。 よって、穴が曲げに近すぎると、穴も一緒に変形します。 こういったような、加工したときに何か変な事が起きないように守るべきことを、1つの絵にしたのが上記の. 金属プレス加工品の普通寸法公差 jis規格 jis b 0408:1991/打抜き,曲げ,絞りによるプレス加工品,板金加工/資料館(公差):薄板精密板金加工. 曲げ部と加工及び段曲げ高さの限界 ± 1.0° ±1.0°.
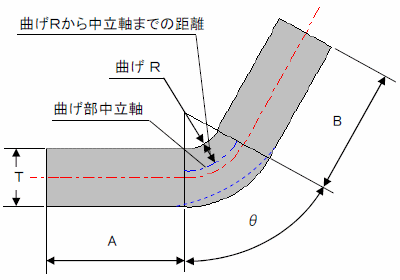
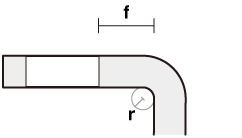
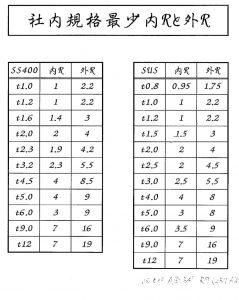
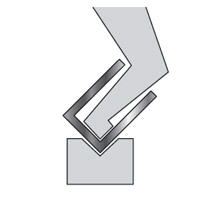
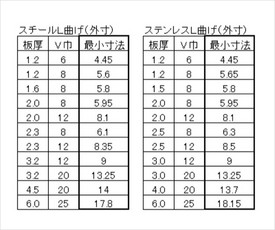
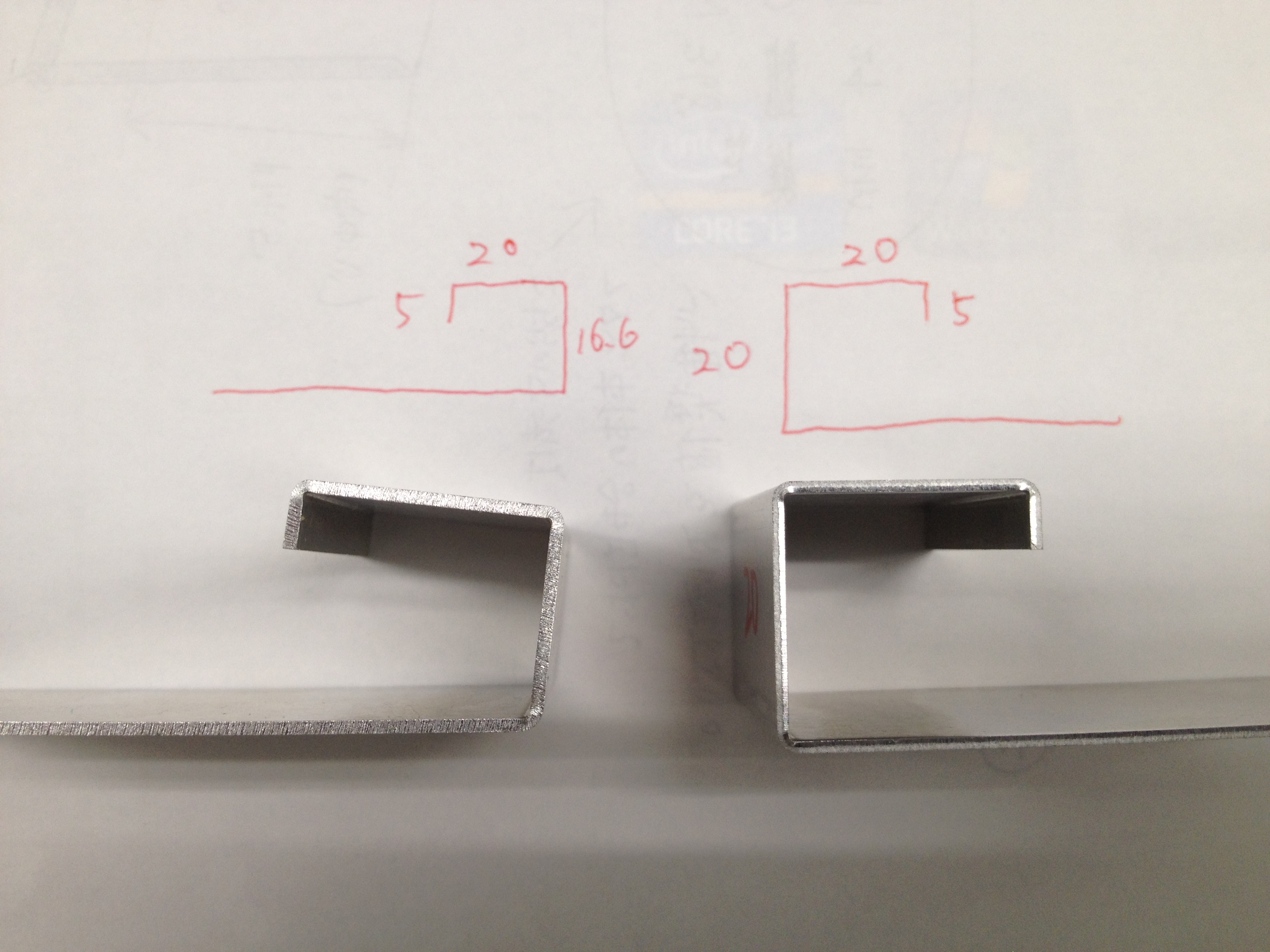
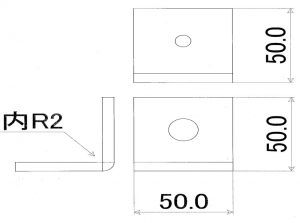
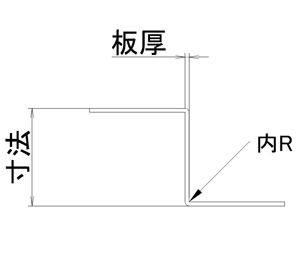
つまり、板金の曲げrは、図面指示がなければ板厚と同じ値となります。 これを「板厚曲げR」と呼びます。 従って、「W≧2×1.6+1.6=4.8≒5mm」と. 1-12) 曲げ形状の種類 1-13) 曲げ加工Q&A①(金型の干渉対策) 1-14) 曲げ加工Q&A②(曲げ線近くの穴変形対策) 1-15) 金型の管理について 1-16) 曲げ加工時のキズ対策について 1-17) 曲げ不良について. 鋭角曲げの角度θ は 45°以上にしてください.
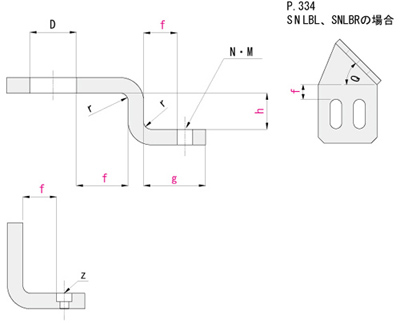
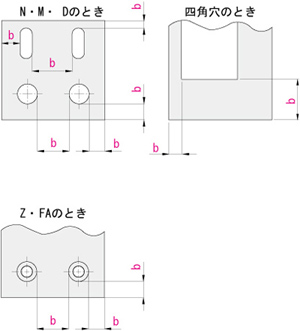
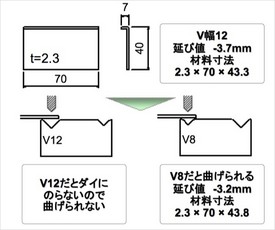
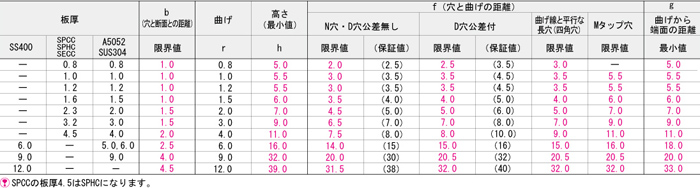
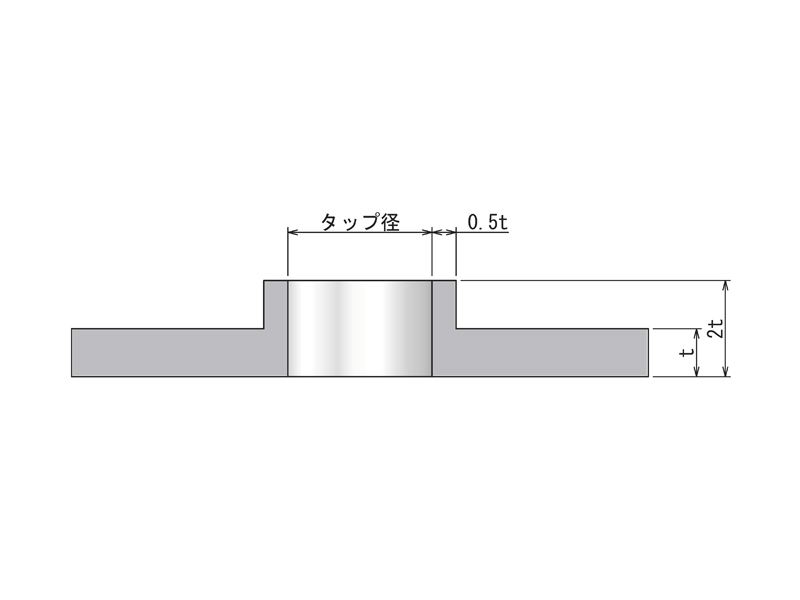
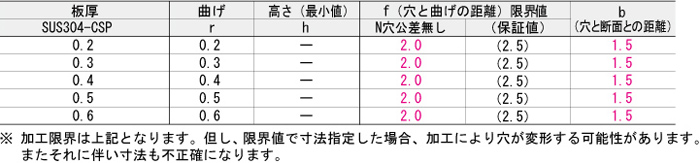
加工条件 板金加工品は、板厚・材質・形状・穴種毎に加工限界値の設定がございます。 加工限界値を下回った場合加工ができませんのでご注意ください。 板厚 f(穴と曲げの距離) b(穴と断面との距離) h g SPCC SPHC A5052 SU. 板金における曲げ加工の限界について解説しました。 板金の曲げ限界は、 上型(ヤゲン)と下型(ダイ)の形状によって変化 します。 金型形状による加工の可否は今回紹介した道具によって確認は可能ですが、詳細な確認は必ずメーカーへの相談が必要です。. 鋭角であれ鈍角であれ、曲げ角度が90°以外の製品 を加工する場合は、角度出しに時間が掛かります。 角度出しをするときに狙いの角度よりやや甘めに曲 げて、角度を測りながらデプス量を調整しつつ、狙 いの角度に何度も突き直しをして加工をしていきま す。.
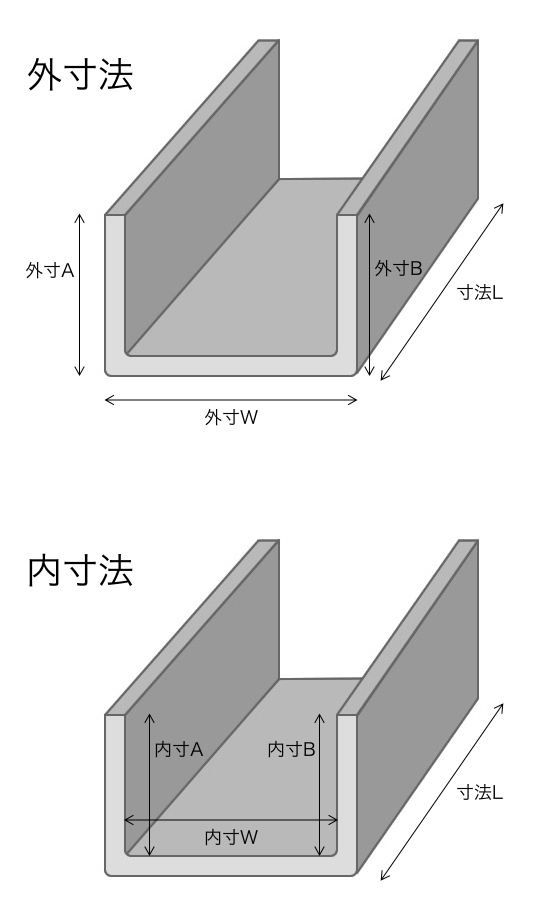
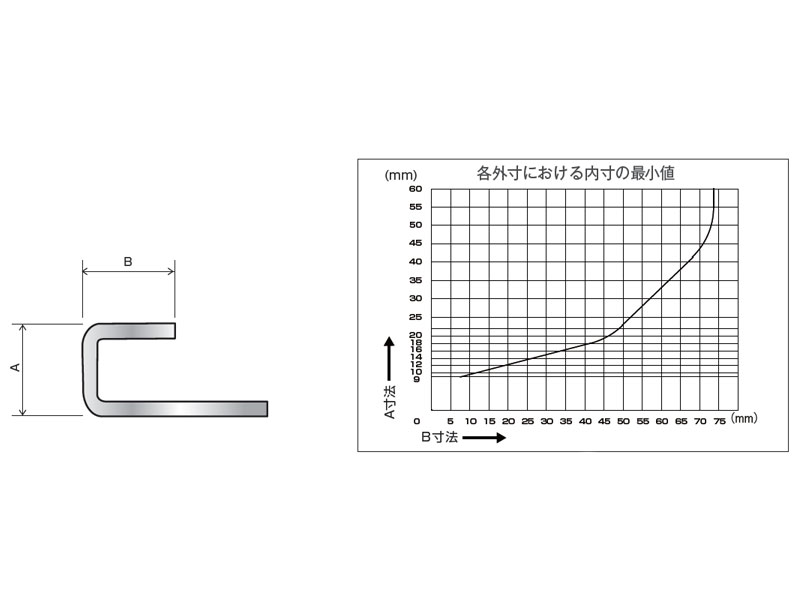
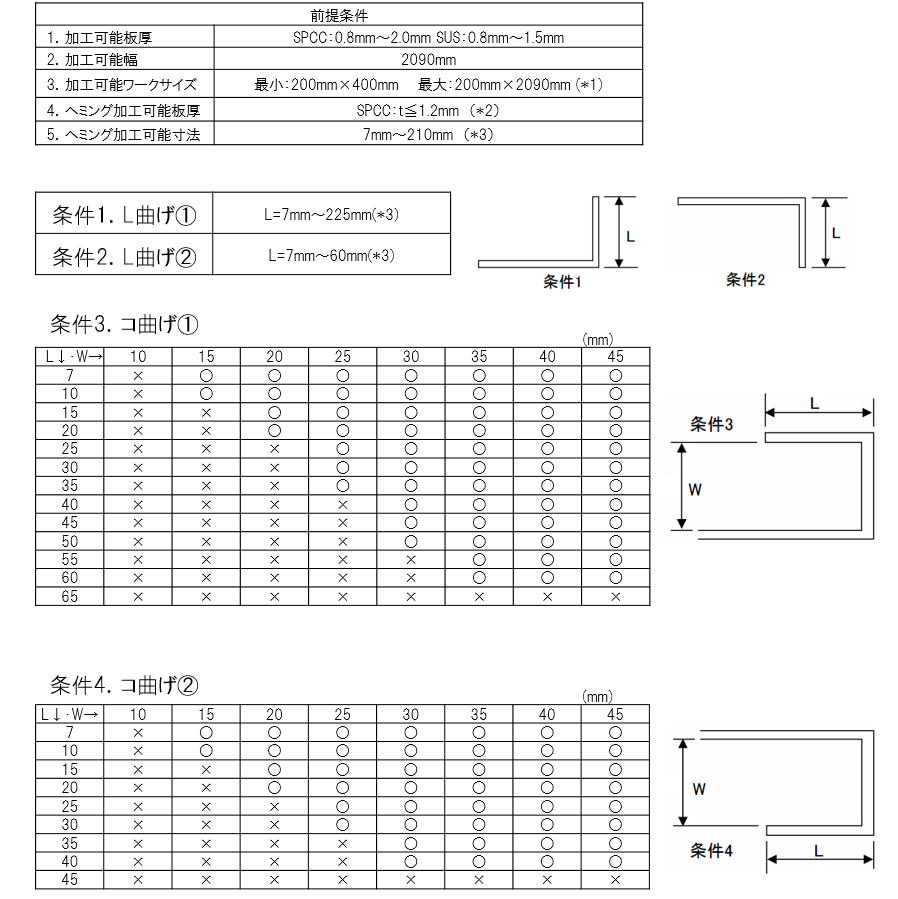
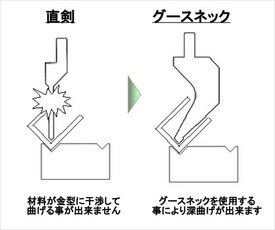
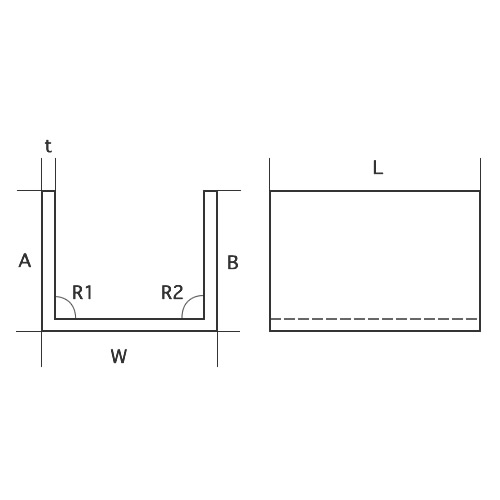
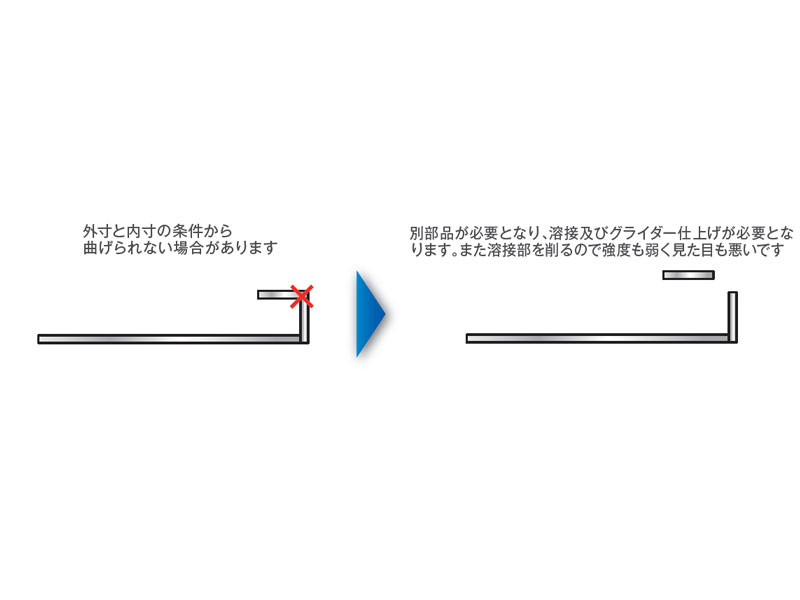
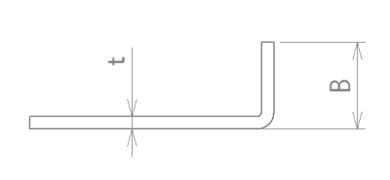
板金豆知識まとめページ ステンレスのバネ材について チタンの板金加工に関して タップ加工、ネジ穴について 3次元cadを導入しました 曲げの限界加工について 金型干渉編 曲げ加工限界 曲げと穴位置の関係編. 試作板金部品において端部を曲げ加工により立ち上げる場合、立ち上げる高さが板厚の2 倍程 度、上記例で言えば板1.0 に対し曲げ高さが2.0 のような場合は通常の曲げ加工が困難な形状 となります。. 深曲げ時の加工限界を意識した加工工数を削減する設計のポイント Before (改善前) 板金部品の曲げ加工においてコの字の深曲げは加工の制約条件として外寸に合わせて内寸の最小値が決まります。.
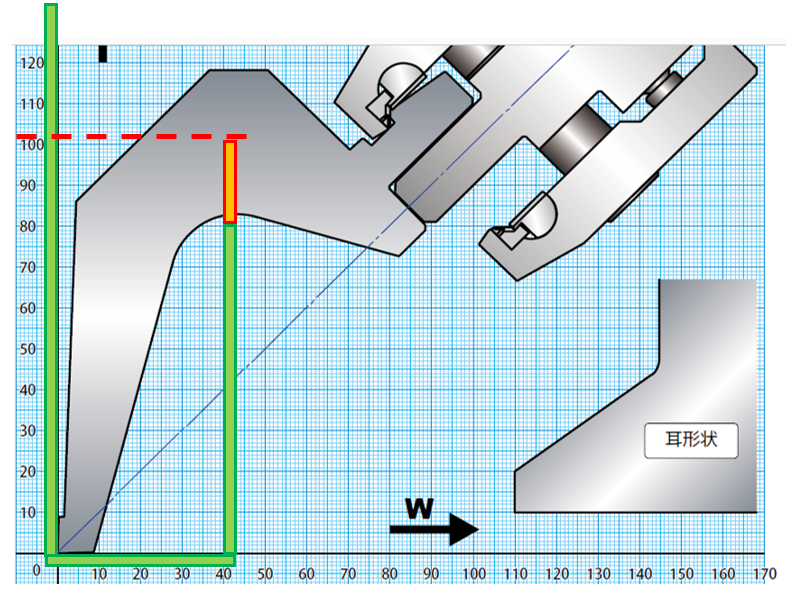
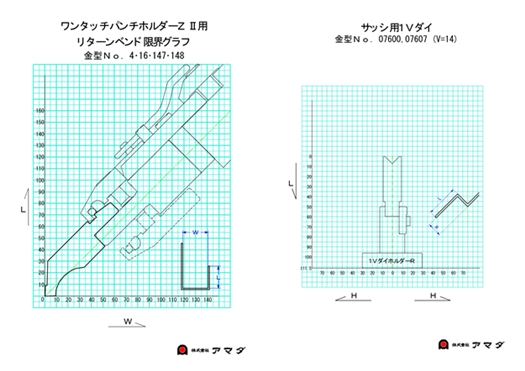
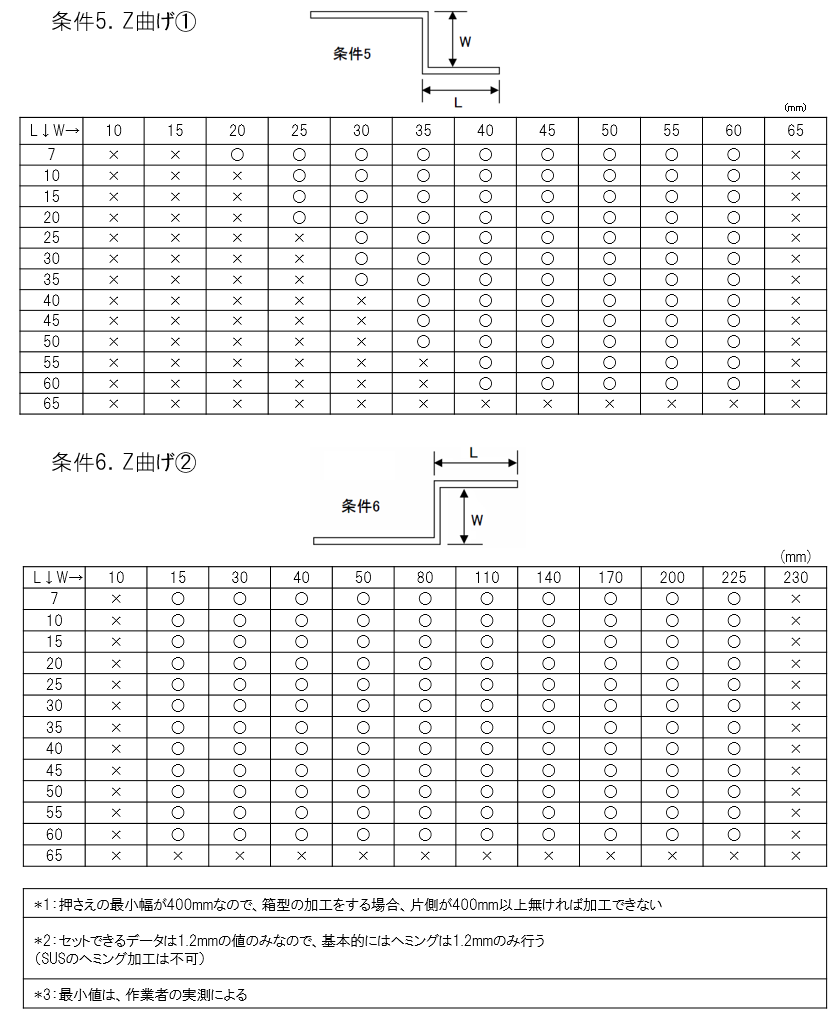
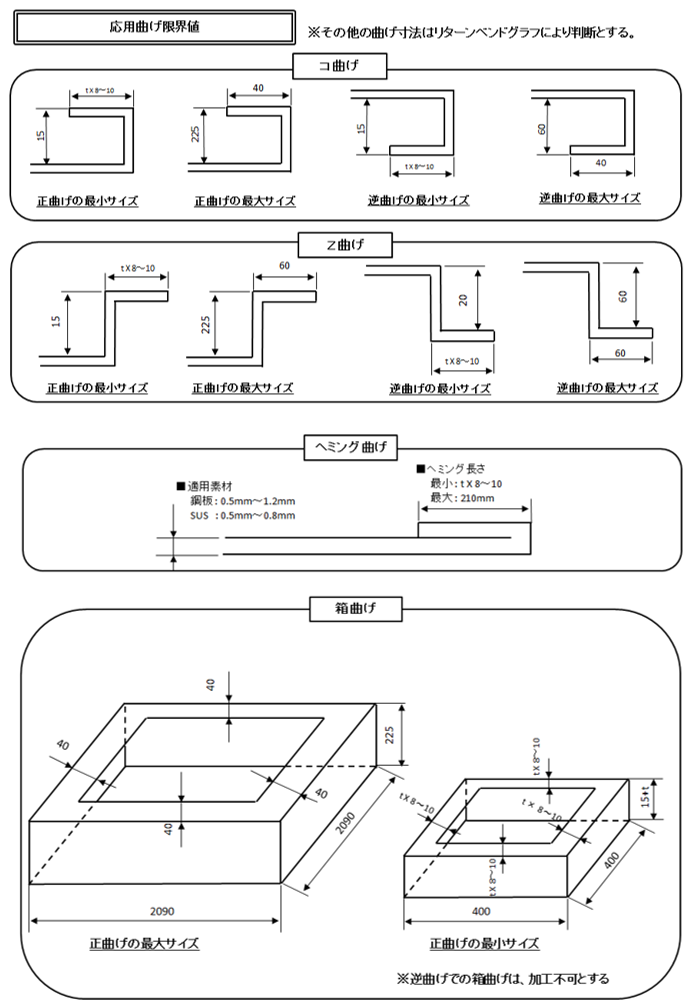
曲げ加工における一般的な加工限度を見ていきます。曲げの加工についてよく言われる加工限界は、曲げの最小高さと曲げ部と穴の距離です。 曲げ部と穴の距離fは、 になります。 これ以上は、通常加工では変形してしまいます。. 「曲げパンチ金型の限界曲げ寸法グラフ」 曲げパンチの形状をグラフ上に配置し金型毎の曲げ限界寸法を 確認できます。(アマダの資料をPDFにまとめました。) 深曲げ、箱曲げ等、限界曲げ寸法を調べたい時にご利用下さい。 ( 更新).

板金豆知識 曲げの加工限界の形状について 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社
深曲げはどこまで可能ですか 筐体設計 製造 Com

金型の使い方 選定 r曲げ 加工情報 金型ワールド
板金 曲げ 限界 のギャラリー
Http Www Nikkin Or Jp E6 97 A5 E9 87 91 E5 8d 94 E7 Ac Ac Ef 91 E7 Ab A0 97 Ac B9 E5 8a A0 E5 A5 81 Ae E5 9f Ba E7 8e Pdf

加工依頼注意点 西濃 1 屋根工事 板金工事なら株式会社近藤板金店 西濃 垂井

曲げ加工の基礎知識
曲げrの計算方法について 3分でわかる 専門家がわかりやすく解説 金属加工の見積りサイトmitsuri ミツリ

板金加工の設計
鋼板 コの字曲げ 板厚1 6mm 黒皮鉄板の曲げ加工 鋼屋 はがねや
曲げ加工の精度 品質 Bankin Guide 手作り精密板金についての情報サイト

板金設計のための精密板金豆知識 曲げ限界加工 最小曲げ高さの参考値 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社

教科書にはない設計ノウハウ 板金設計の曲げ加工編 合同会社エスキージャパン
曲げの限界寸法を探る 株式会社山栄工業 建築用金属製品の板金加工 溶接加工のお悩み解決します
最小曲げ半径について プレス加工と金型のq A Q4 技術情報 Misumi Vona ミスミ

板金 取付板 ブラケット z曲げタイプ ミスミ Misumi Vona ミスミ
Http Www Fandf Hi Co Jp Pdf Toko Pdf
曲げrの計算方法について 3分でわかる 専門家がわかりやすく解説 金属加工の見積りサイトmitsuri ミツリ
プレスの最小曲げ寸法を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com
Shisakubankinkakou Com 476

板金加工の設計

Cad Wed 設計資料室
Q Tbn 3aand9gctacn0hdmdirq 7lvhlxb6fnjg08lrtwqbfjy8vdh2jkmmjrote Usqp Cau

精密板金曲げ加工で発生する穴変形の防止 課題解決事例 精密板金加工の株式会社平出精密
板金設計のための精密板金豆知識 曲げ加工限界 曲げと穴位置の関係編 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社

3 4 曲げによる問題点
板金曲げ加工 段曲げ金型 曲げ加工段取り減少 曲げ加工 効率アップ金型 板金加工コスト削減 Com マツノシステム
深曲げ時の加工限界を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com
Q Tbn 3aand9gcsnljmpxzzqlcgk5mchazju849fusnfvqivfqfk87va4fhkh6c4 Usqp Cau

鋼板 コの字曲げ 板厚1 6mm 黒皮鉄板の曲げ加工 鋼屋 はがねや

第1回 中立面と曲げ係数 技術計算講座 技術情報と展開図一覧 Cadtool板金展開9
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
高さの低い段曲げ 板金加工ノウハウ集 レーザー 溶接 精密板金 プレス板金 プレス 板金ファクトリー 群馬
板金ユニット装置 設計 組立 Com 標準金型を使用したクランク曲げ
機械板金 筐体製造 Com 立ち上がりの短い 曲げ加工品の反り発生防止

金型の使い方 選定 鋭角曲げとヘミング曲げ 加工情報 金型ワールド
曲げ加工の限界値 筐体設計 製造 Com
Z曲げの工程設計 プレス金型の設計 曲げを含む順送り金型の設計 その10 技術情報 Misumi Vona ミスミ
曲げ加工の通販サイト 板金加工専門店 鉄板市場

3 2 曲げの基本
技術資料 共栄プレス工業株式会社
Z形状 曲げ加工のいろは その8 曲げ形状と加工 2 技術情報 Misumi Vona ミスミ
プレスブレーキによる曲げ加工時の内 外rを考える 薄板溶接 Com

15 号 板金部品の曲げ角度補正システム Astamuse

Z 曲げの限界値を考慮した上で設計を行う 精密板金コストダウン Com 精密板金コストダウン Com
技術資料 共栄プレス工業株式会社

曲げ加工 日本電気化学株式会社
技術資料 共栄プレス工業株式会社
鋼板 コの字曲げ 板厚1 6mm 黒皮鉄板の曲げ加工 鋼屋 はがねや
1 14 曲げ加工q a 曲げ線近くの穴変形対策 ベンディング金型編 テクニカルガイド 株式会社コニック

板金加工の設計
曲げ加工 日本電気化学株式会社

板金加工の設計

板金における曲げ加工の限界について専門家が解説 金属加工の見積りサイトmitsuri ミツリ
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
技術紹介 武州工業株式会社
精密板金加工のバーリングと活用事例 課題解決事例 精密板金加工の株式会社平出精密
板金における曲げ加工の限界について専門家が解説 金属加工の見積りサイトmitsuri ミツリ

切断加工の精度 品質 Bankin Guide 手作り精密板金についての情報サイト
板金を曲げ曲げしちゃう 個人向け卓上折り曲げ機 Magemage を発売 Monoist
板金豆知識 曲げの加工限界の形状について 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社
板金部品の公差を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com

深曲げ 箱曲げ 深曲げ 箱曲げ対策 ベンディング金型 金型ワールド
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
コの字形状の深曲げ 板金加工ノウハウ集 レーザー 溶接 精密板金 プレス板金 プレス 板金ファクトリー 群馬
Q Tbn 3aand9gcsxv1wjut0eqk4cx0cwbhewl5hzom0ikcfpzx1neyzuj9rgmak Usqp Cau
曲げフランジの最小高さ 技術情報 Misumi Vona ミスミ
Q Tbn 3aand9gcqlhjt4 Vio7cum1wa3d1cllfv4cinumwflfjkj1kr6gsmon8wj Usqp Cau
技術資料 共栄プレス工業株式会社

機械板金 筐体製造 Com 曲げの限界値を前提とした標準金型を使用する設計
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
加工限界の範囲 Meviy使い方マニュアル

板金における曲げ加工の限界について専門家が解説 金属加工の見積りサイトmitsuri ミツリ
Www Ndkgk Com Common Pdf Bending Z Pdf
板金豆知識 曲げの加工限界の形状について 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社
曲げ加工 日本電気化学株式会社
深曲げ時の加工限界を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com

第1回 中立面と曲げ係数 技術計算講座 技術情報と展開図一覧 Cadtool板金展開9
曲げ加工の限界値 筐体設計 製造 Com
板金加工品の加工条件と精度規格 技術情報 Misumi Vona ミスミ

曲げ加工の基礎知識
プレスブレーキによる曲げ加工時の内 外rを考える 薄板溶接 Com

1996 号 曲げ加工のある板金加工品における抜き穴又はメネジの加工方法及び曲げ加工のある板金加工品 Astamuse

圧力表の見方 加工情報 金型ワールド
Z曲げの工程設計 プレス金型の設計 曲げを含む順送り金型の設計 その10 技術情報 Misumi Vona ミスミ
曲げ加工の精度 品質 Bankin Guide 手作り精密板金についての情報サイト
曲げる 株式会社竜洋
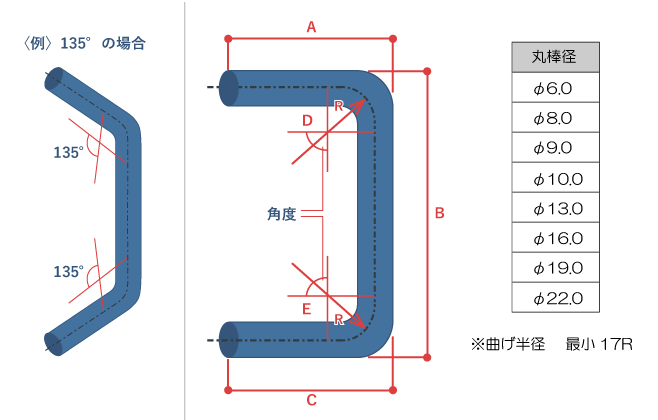
棒曲げ見積 曲げ加工ドットコム

金型の使い方 選定 r曲げ 加工情報 金型ワールド
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
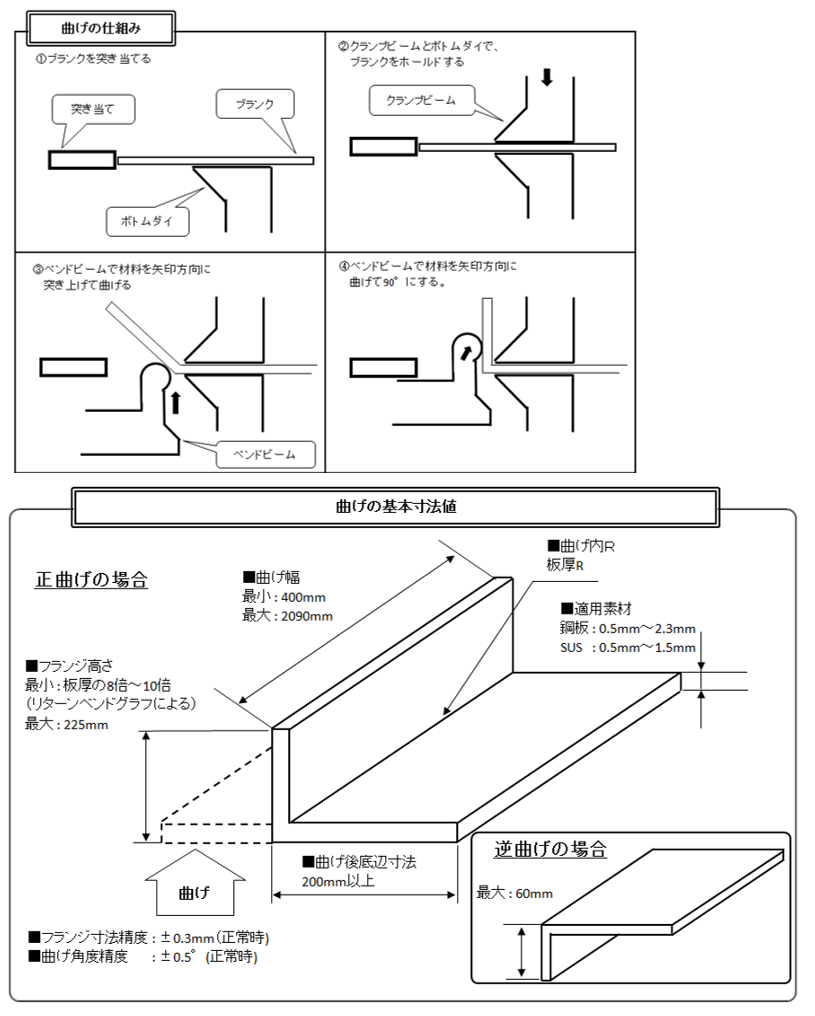
曲げ加工の仕組み 筐体設計 製造 Com

ヘミング加工の注意とお願い 金型使用上の注意 金型ワールド
標準加工情報 丸井工業株式会社 精密板金加工

折り曲げ機 Magemage Originalmind オリジナルマインド
板金を曲げ曲げしちゃう 個人向け卓上折り曲げ機 Magemage を発売 Monoist

板金加工における 曲げ加工 の基礎や種類ついて徹底解説 金属加工の見積りサイトmitsuri ミツリ
たった1つの設計プロテクニック 切り起こし 2 3 Monoist

プレス加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note

鋼板 コの字曲げ 板厚1 6mm 黒皮鉄板の曲げ加工 鋼屋 はがねや

板金加工における 曲げ加工 の基礎や種類ついて徹底解説 金属加工の見積りサイトmitsuri ミツリ
曲げ加工の限界値 筐体設計 製造 Com
板金のベテラン設計者になれる6つのステップとは 2 3 Monoist
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
プレス絞り 深絞り 絞り加工の基礎知識



