板金 曲げ 寸法
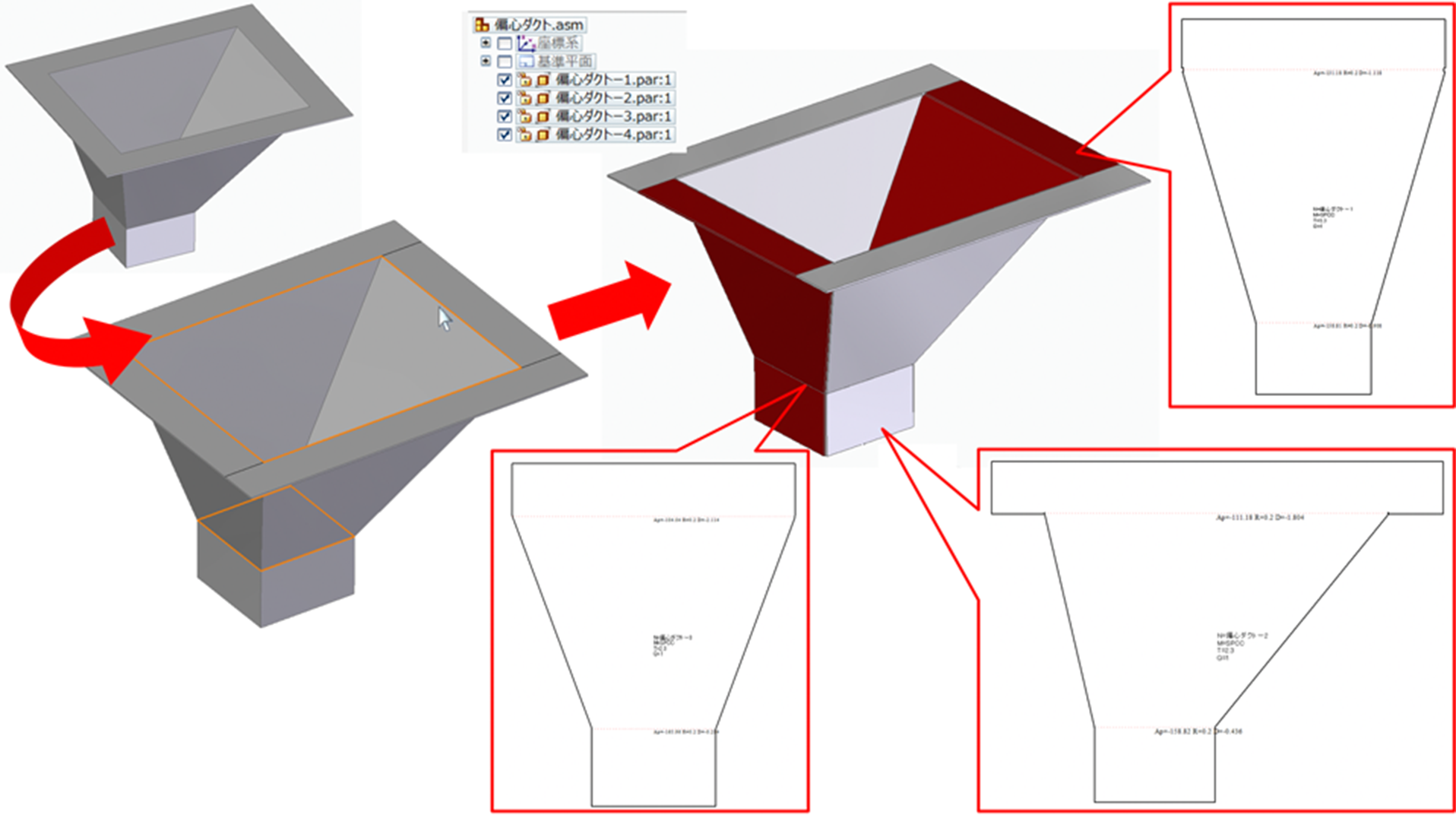
図4 板金部品の展開寸法:「ついてきなぁ! 加工部品設計で3次元cadのプロになる!.
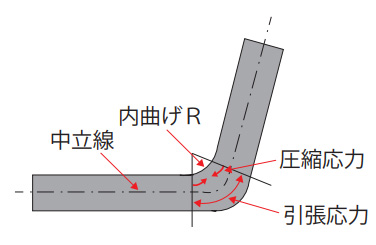
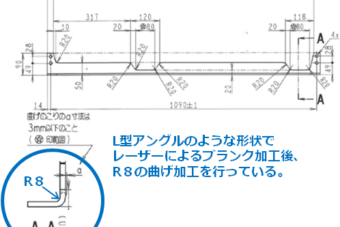
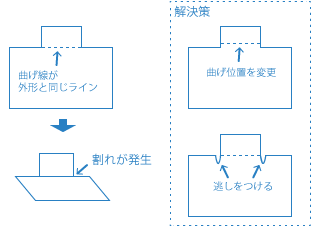
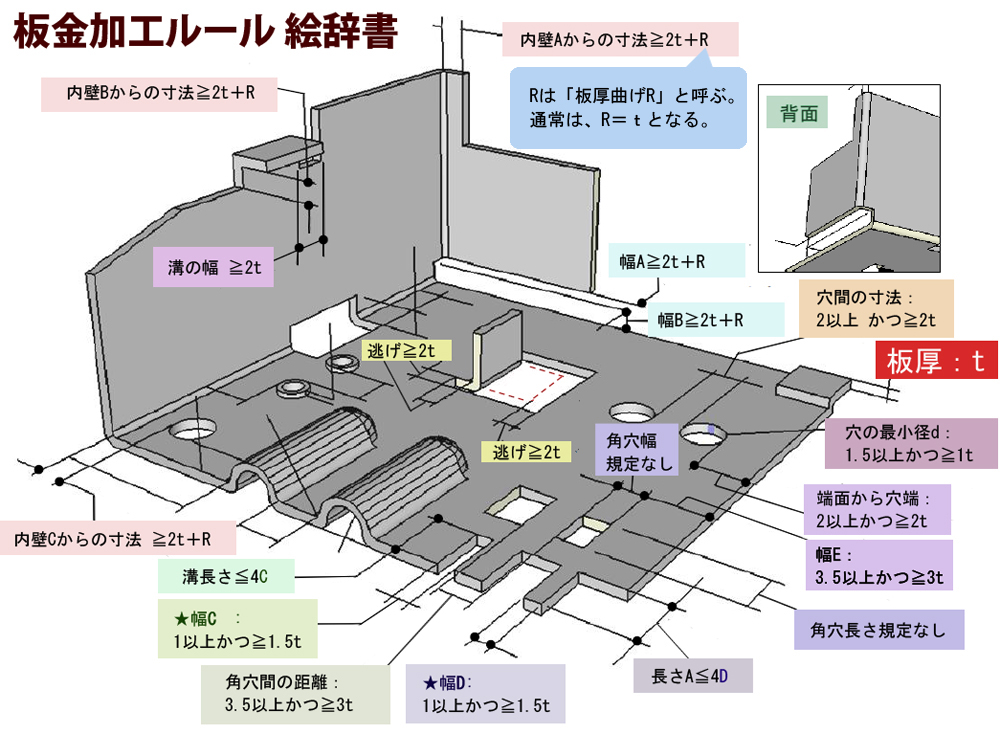
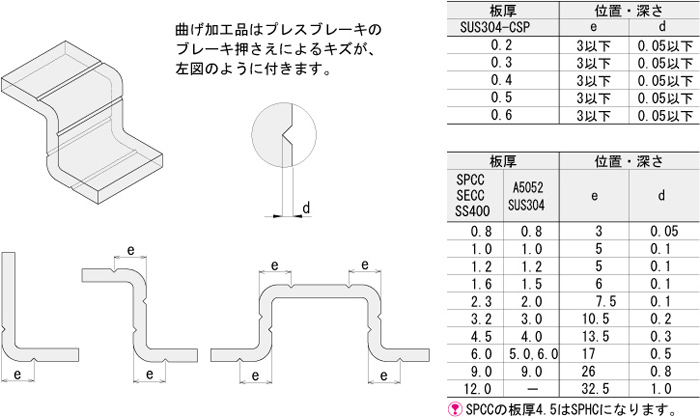
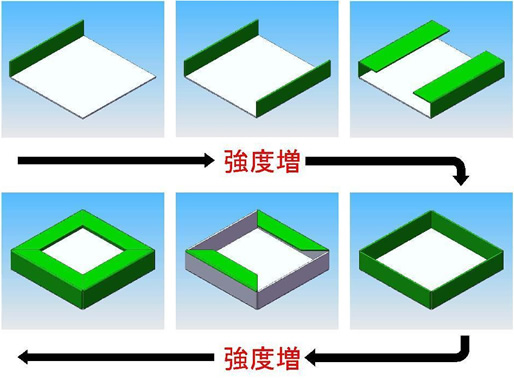
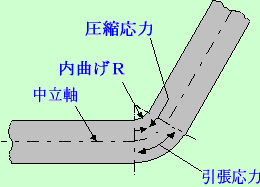
板金 曲げ 寸法. 板金には厚みがあるため、曲げる時には、曲げの内側は圧縮され、外側は板が伸びます。 よって、穴が曲げに近すぎると、穴も一緒に変形します。 こういったような、加工したときに何か変な事が起きないように守るべきことを、1つの絵にしたのが上記の. オンライン精密板金相談始めました!! Skype、Zoom、hang out Meet 、各種対応できますので、 お問い合わせの際に、「オンライン打ち合わせ希望」と書いて送ってください。 板金豆知識. 1 精密板金は曲げ加工に配慮した寸法設計が品質を左右する 精密板金加工においては、曲げ加工は切っても切れない加工方法の一つであり、曲げ加工の良し悪しは、その製品そのものの出来具合(仕上がり)に直結すると言っても過言ではありません。 従って、精密板金の製品を設計を行う上.
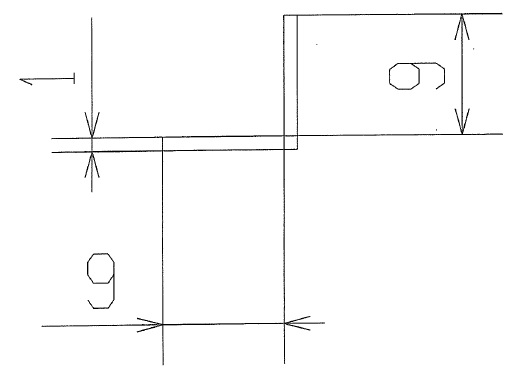
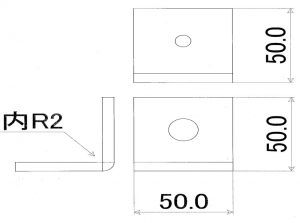
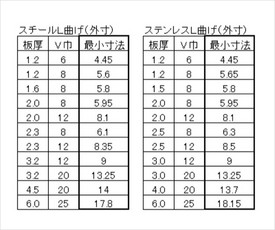
曲げまで (板厚含む) t1.6 t2 t3.2 Z曲げ高さ最小値 曲げ内R最小値 エンボス位置⇔板金端面 板金曲げ逃最小値 t1 クランプ用ブリッジ ⇔曲げ クランプ用ブリッジ ⇔端面 クランプブリッジ間距離 最小値 溶接スタッド⇔曲げ 最小値 スポットしろ 最小値. また、最少寸法の値は立ち上がりの寸法だけ関係するわけではなく、曲げ付近の穴の干渉等を 確認する上でも数値を利用できます。 例 spcc t0.5板をv幅3mmで曲げた時に最少寸法値2mm以内に穴が有る場合は曲げ加工時に 干渉して、穴が変形します。. 仕上がり寸法は厳守ですが、曲げてから端面を削って寸法合わせするのは無しとします。 なおここでの寸法の単位はmmとします。 では曲げる前の鉄板の寸法は、幅は50ですが長さはいくつにすれば良いでしょうか? まずストレート部の長さは.
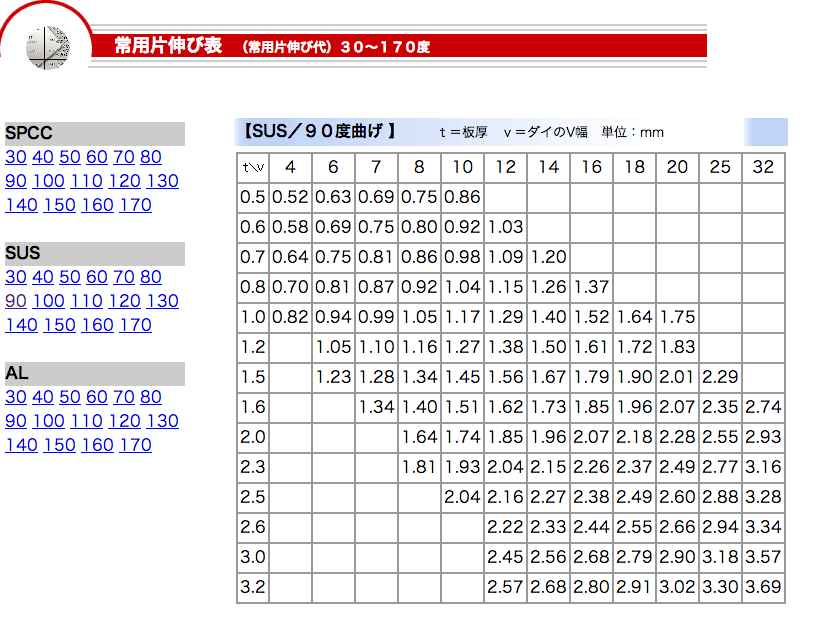
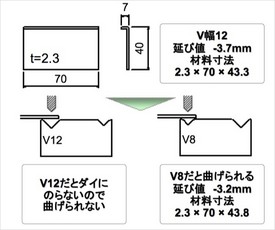
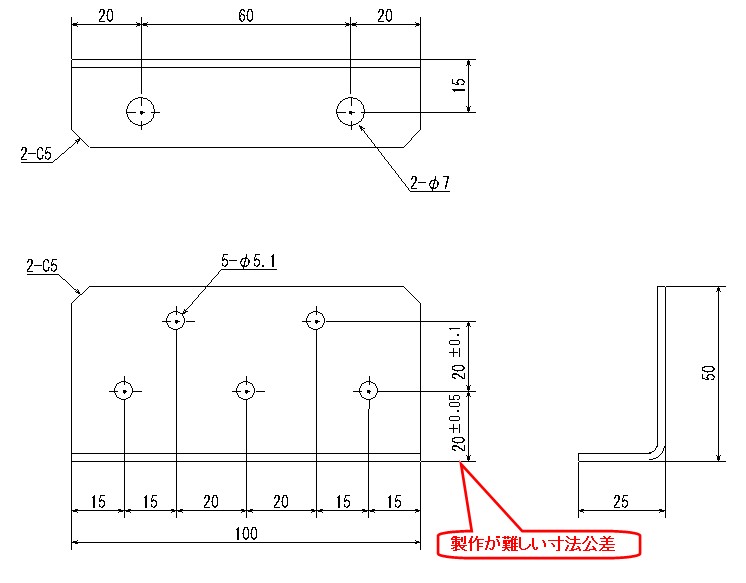
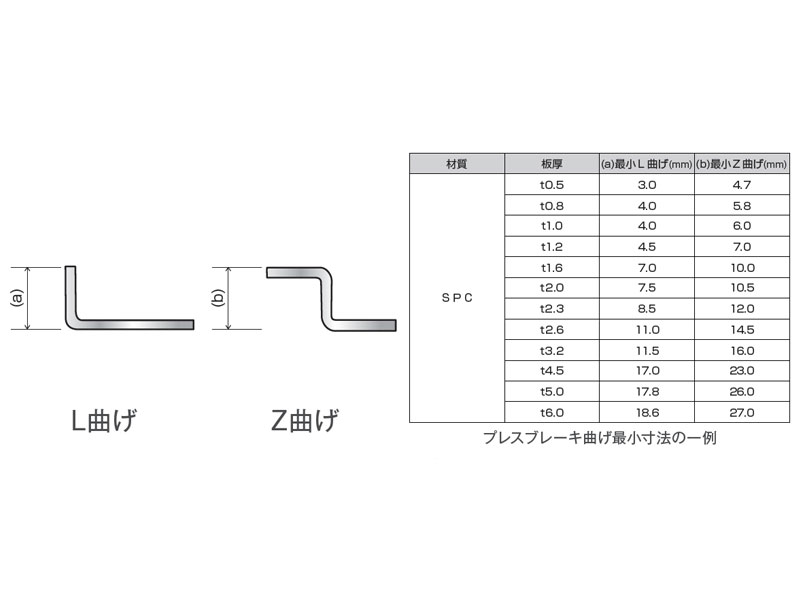
片引きの切り欠き寸法=(外側寸法の合計 )-(両伸び×曲げ回数) 両引の切り欠き寸法は、+2-3*1。片引きの切り欠き寸法は、-3*1。*は掛け算。 展開図が左右対称、上下対象だと 全体の長さとフランジの立ち上がりの幅の寸法がわかれば計算できる。. 精密板金豆知識 曲げの限界加工 最小曲げ高さの参考値 前々回の記事で、 板厚とダイの溝幅について 書きました。 そこから、曲げの限界高さの寸法がみえてきます。. 基本的には基準から外形や穴までの寸法を指示します。 穴間など重要な箇所の間の寸法も記入します。 公差も必要であれば記入します。 一般的に板金は精度を出すのが難しいです。 参考までにjis b 0408 を一部抜粋して掲載します。.
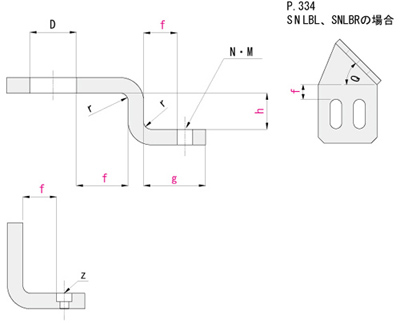
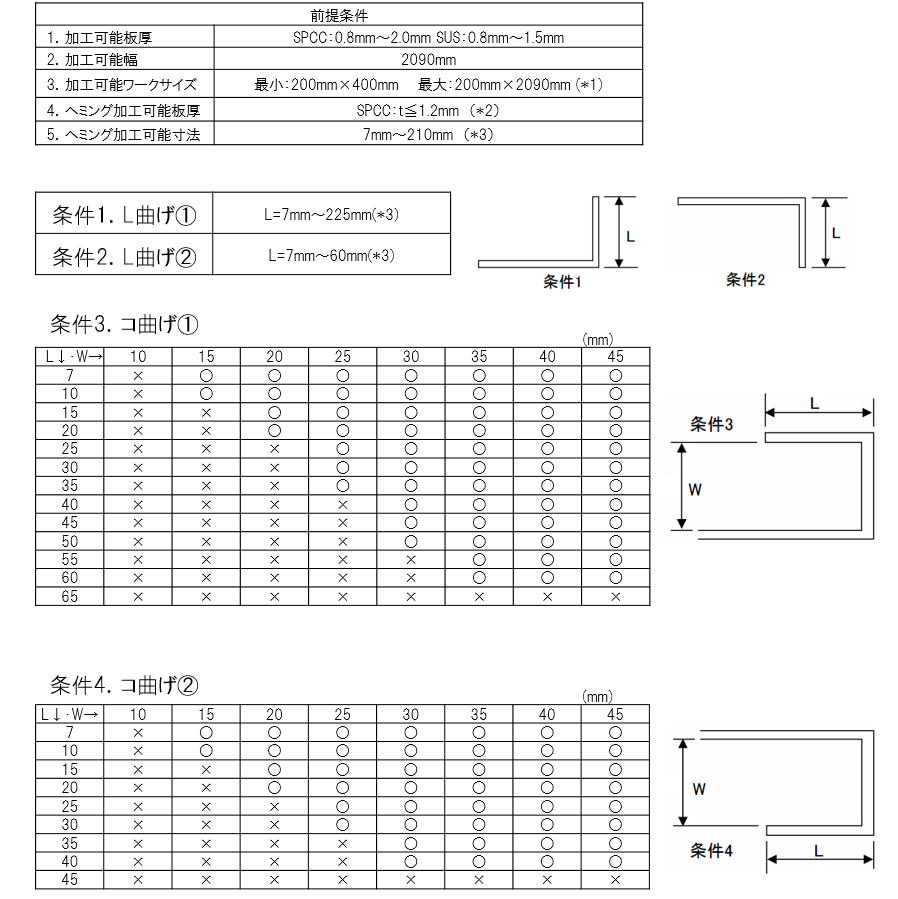
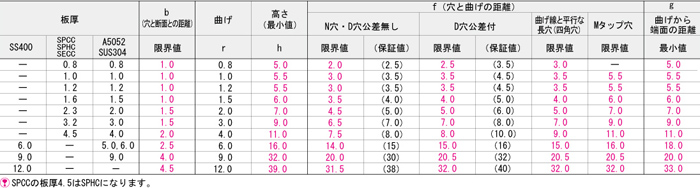
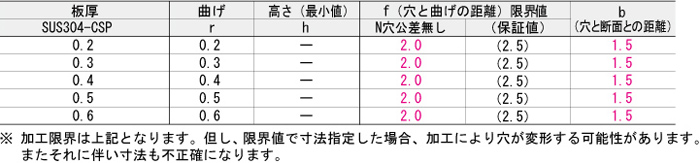
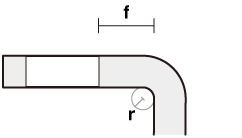
加工条件 板金加工品は、板厚・材質・形状・穴種毎に加工限界値の設定がございます。 加工限界値を下回った場合加工ができませんのでご注意ください。 板厚 f(穴と曲げの距離) b(穴と断面との距離) h g SPCC SPHC A5052 SU. では、重要寸法と曲げ順、突き当ての関係を見てみましょう。 右図のような形状を曲げる場合、2通りの曲げ方があります。 曲げ方1 曲げ方2 材料の展開寸法に誤差がある場合は「曲げ方2」の方が、重要寸法を考慮した曲げ方といえます。. 引用元:アイティメディア株式会社 寸法精度が高い曲げ加工を施すには、展開寸法をシュミレートしなければなりません。曲げ加工製品の寸法を安定させるためには、 曲げ加工図面の展開寸法を計算する必要 があるのです。.
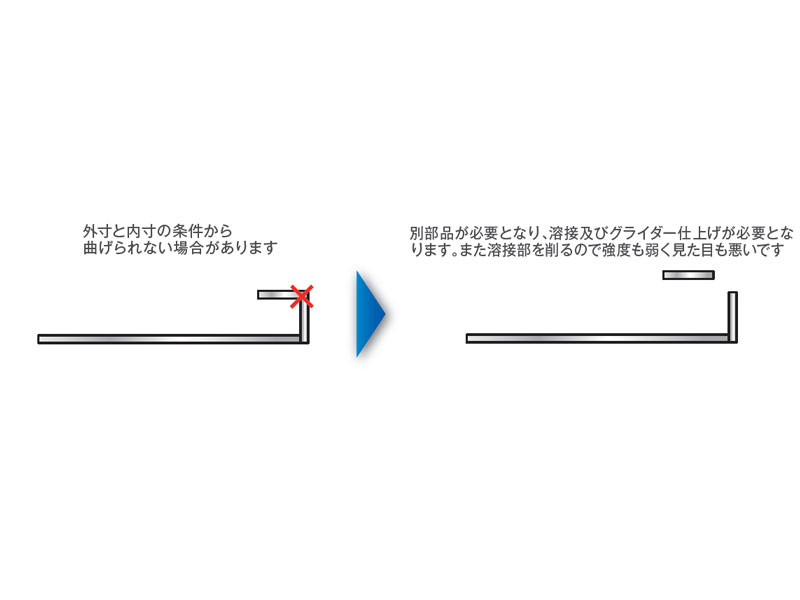
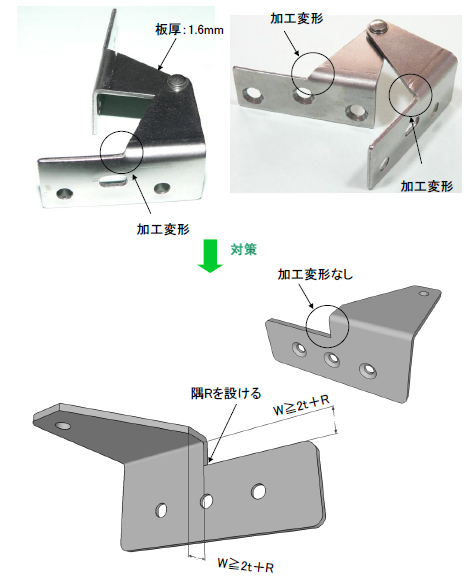
プレスの最小曲げ寸法を意識した加工工数を削減する設計のポイント Before (改善前) 板金の曲げ加工において、機械の最小曲げ以下の設計がなされていると、加工が困難となり溶接加工への切り替えや、切削加工での対応となってしまいます。. Top > 製品・課題解決事例 > 精密板金曲げ加工における曲げ逃げの影響 精密板金曲げ加工における曲げ逃げの影響. 金属プレス加工品の普通寸法公差 jis規格 jis b 0408:1991/打抜き,曲げ,絞りによるプレス加工品,板金加工/資料館(公差):薄板精密板金加工.
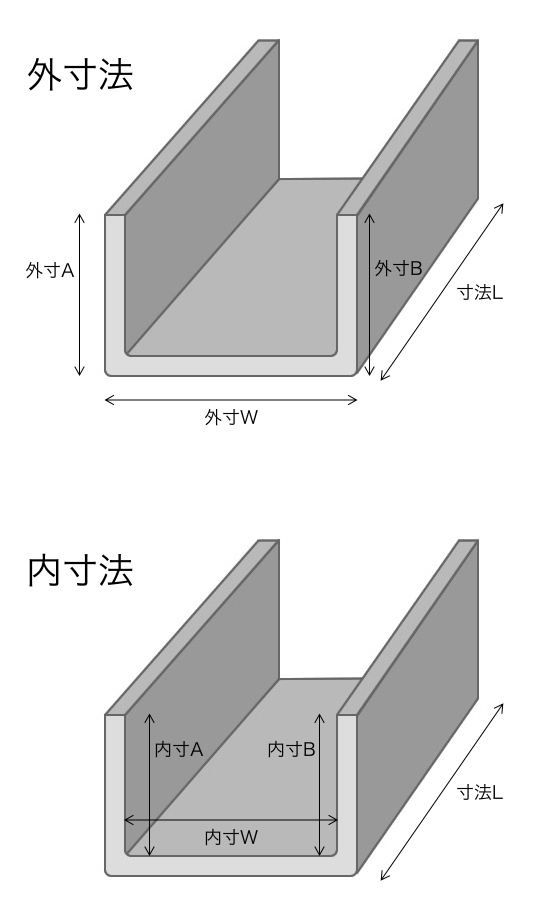
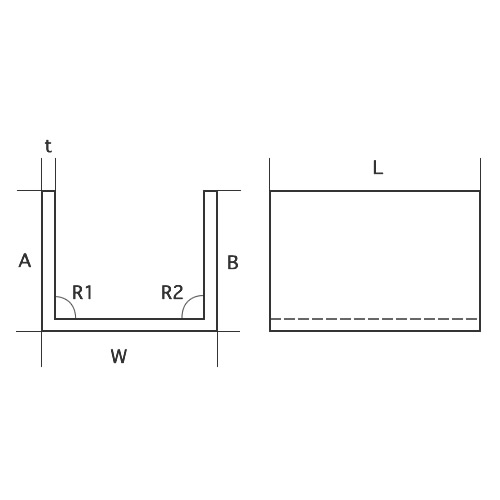
加工限界 1.1 金属(鋼及びアルミ)製品 1.2 板金品 基準寸法の区分 (A・B寸法) 0.5を超え 6以下 6を超え 30以下 30を超え 1以下 1を超え 400以下 400を超え 1000以下 1000を超え 00以下 許容差(a・b) 基準寸法の区分 (A・B寸法) 平板(曲げ無)許容差(a・b) 曲げ加工品許容差(a・b). 丸井工業で行う精密板金加工の標準加工の寸法値を各加工ごとに明記しました。 標準加工の寸法値ですので、勿論 この寸法を超えて加工することも可能 です。別途ご相談ください。 切断加工 最大寸法. (2) 曲げ プレス機械を用いて,金属板を所定の形状に曲げること。 (3) 絞り プレス機械を用いて,金属板を所定のカップ形状に成形すること。 3.
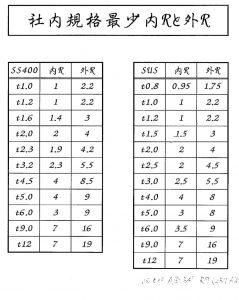
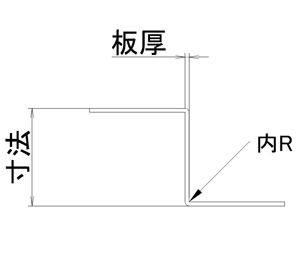
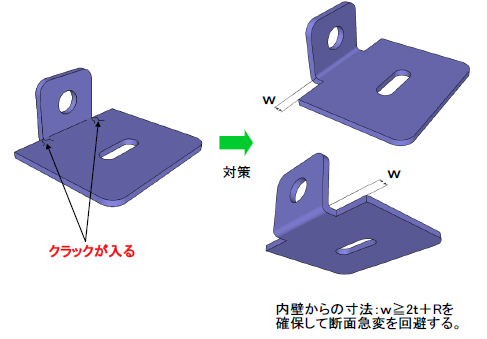
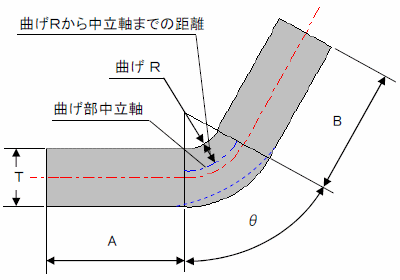
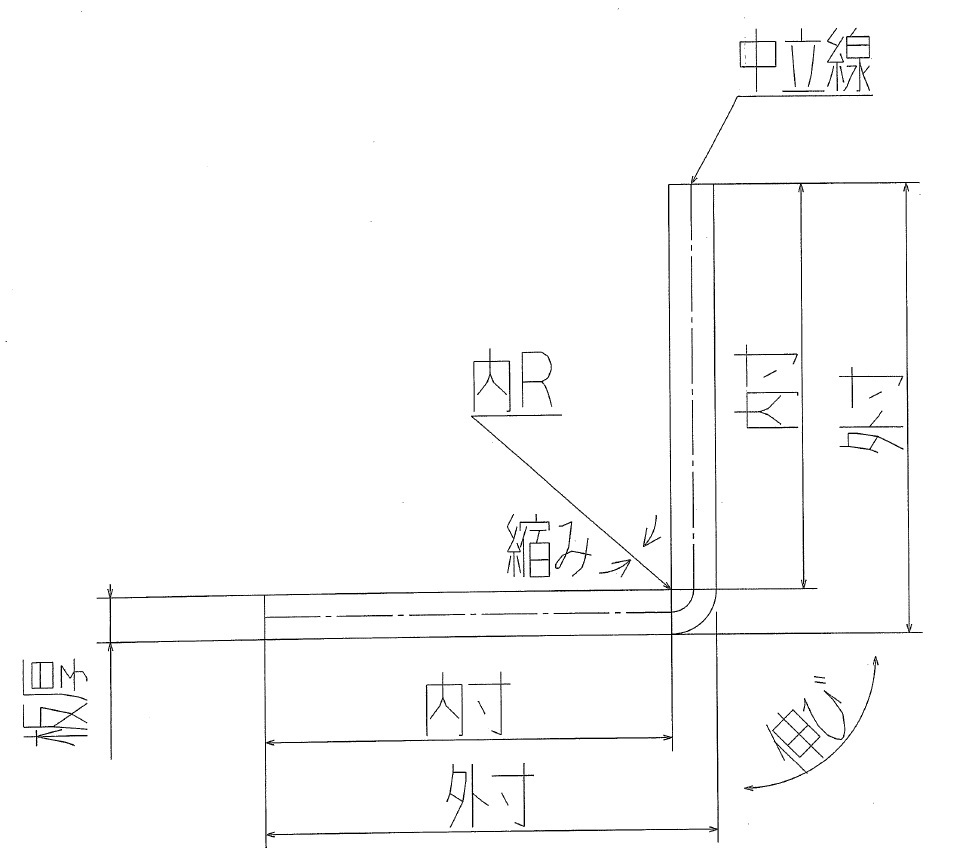
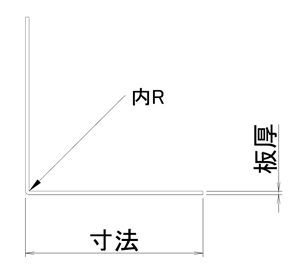
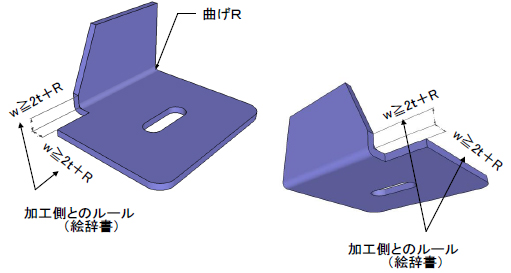
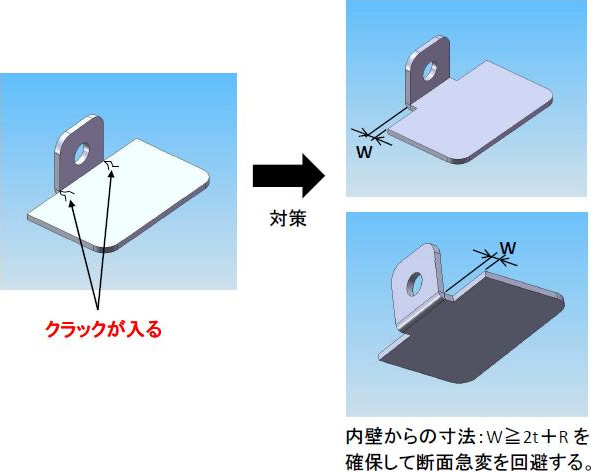
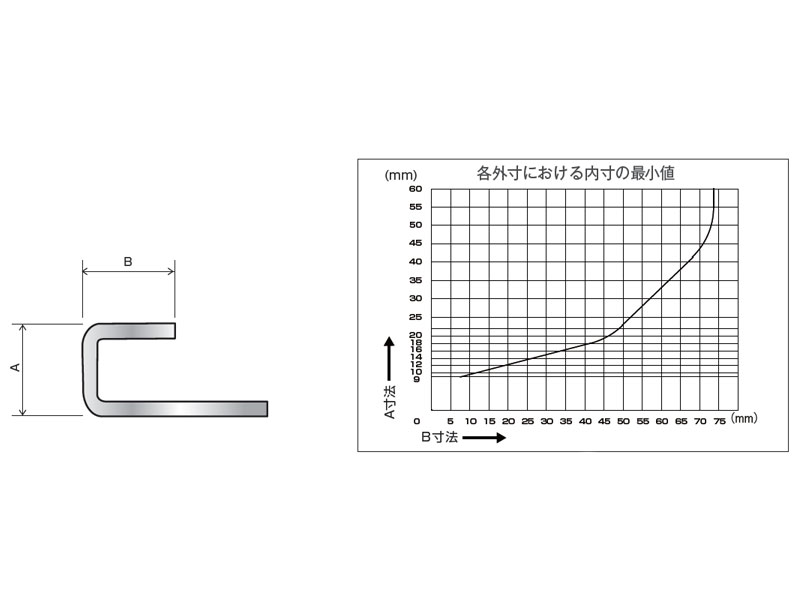
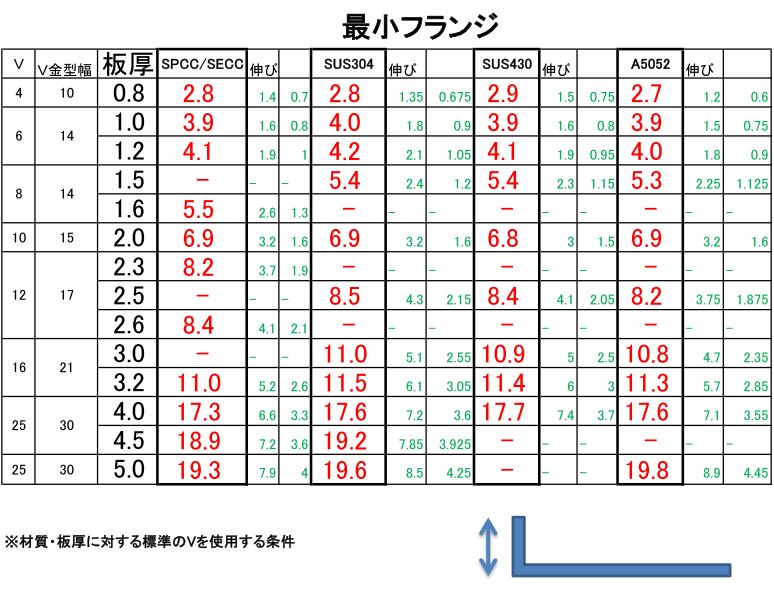
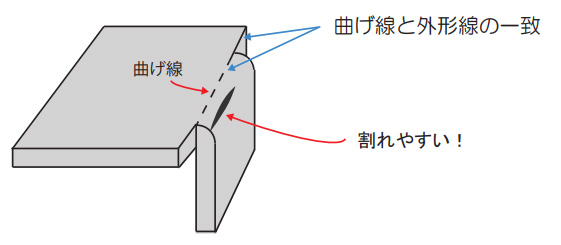
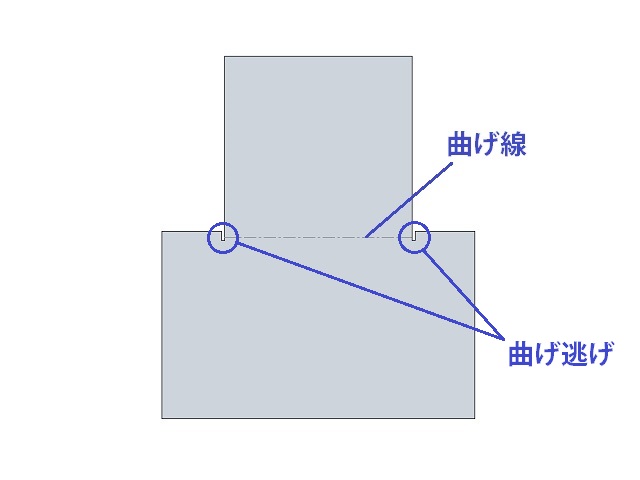
曲げの限界加工 金型の溝幅について 曲げの限界加工 最小曲げ高さの参考値. 板金の曲げ位置 板金の曲げ内寸法は、少なくとも板厚の1.5倍を確保します。こうすることで、正確な曲げ寸法が得られます。 曲げに接近した穴は、ニゲの切り欠きを設けます。 板の端部で曲げが必要な場合は曲げの逃げを設けます。. 板金加工にはさまざまな加工方法がありますが、その中でも曲げ加工は金属特有の展延性を利用した板金加工の花形とも言える加工方法です。 曲げ加工では、素材を目的の角度に曲げるために、 曲げる位置から曲げの中心部までの半径 を求めます。.
曲げ加工の干渉 meviy板金部品の内部では、曲げ加工時の干渉解析が行われています。 解析の結果、金型等への干渉が見つかった場合は、加工不可と判定されます。 例1)正常時における曲げ加工前後のモデルイメージ 例2)金型干 ….
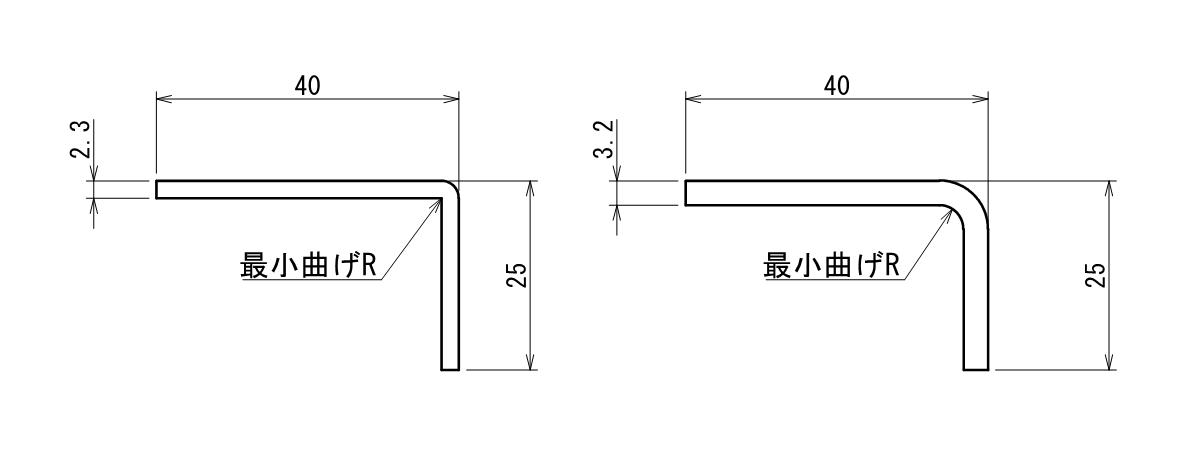
プレスブレーキによる曲げ加工時の内 外rを考える 薄板溶接 Com
Q Tbn 3aand9gcs40ocs0mpxuuviansfz1mmru746gg Ztkqhuwn9eawp1bmg4vm Usqp Cau

1996 号 曲げ加工のある板金加工品における抜き穴又はメネジの加工方法及び曲げ加工のある板金加工品 Astamuse
板金 曲げ 寸法 のギャラリー
プレスの最小曲げ寸法を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com

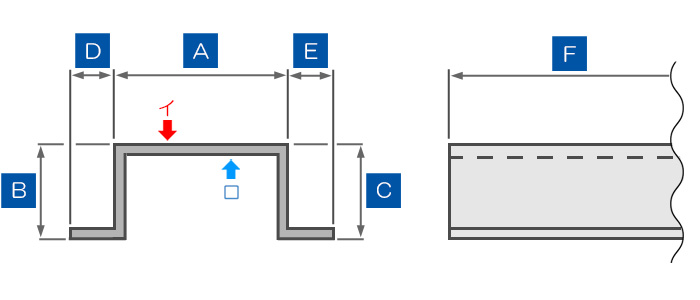
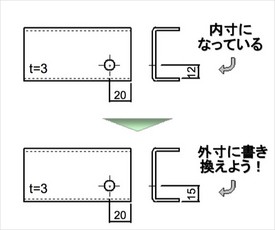
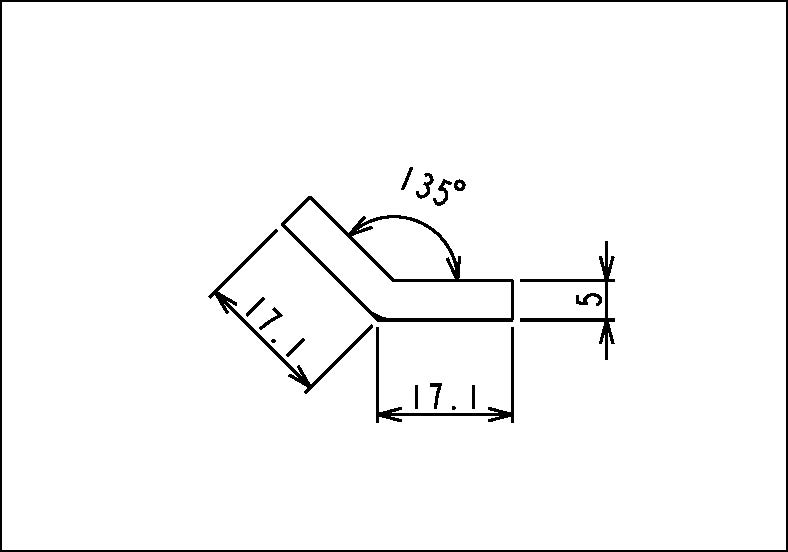
筐体ファクトリー 筐体における曲げの寸法表記について
板金の曲げr設計方法と指示の仕方 補足
曲げ加工かんたん見積り ステンレス アルミ 鉄板の加工販売 鉄板市場
1 5 曲げの特徴について ベンディング金型編 テクニカルガイド 株式会社コニック
技術資料 共栄プレス工業株式会社
深曲げ時の加工限界を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com
設計 板金図面展開のポイント

教科書にはない設計ノウハウ 板金設計の曲げ加工編 合同会社エスキージャパン
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
Q Tbn 3aand9gctvbihentlacg8i9osu5k3vfpc8iipjg Fwfn3fv0vqus6hmemx Usqp Cau

3 4 曲げによる問題点
標準加工情報 丸井工業株式会社 精密板金加工

板金加工の設計
お知らせ 株式会社大橋製作所 メタル事業部
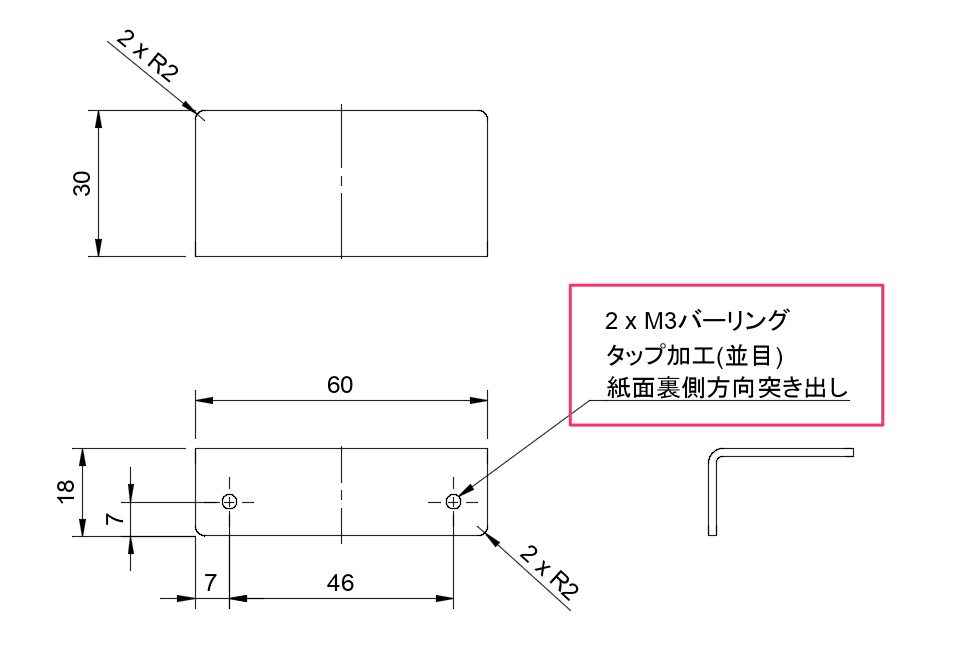
製図 寸法の記入例 試作板金加工 Comは試作板金加工の専門サイト
曲げの限界寸法を探る 株式会社山栄工業 建築用金属製品の板金加工 溶接加工のお悩み解決します
板金のベテラン設計者になれる6つのステップとは 2 3 Monoist
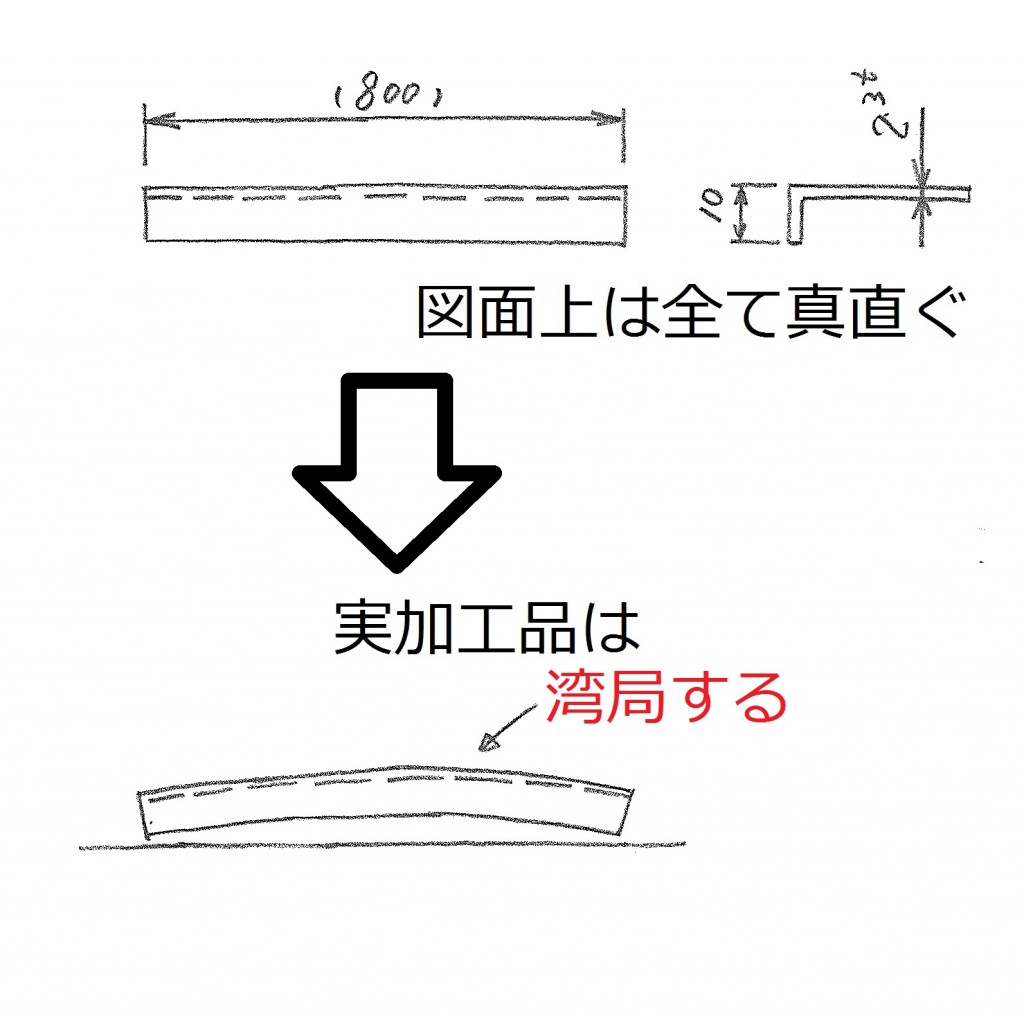
製缶板金の折り曲げ加工によるひずみが発生がし難い曲げ寸法の基礎知識 製缶板金加工 Com 製缶板金加工 Com 製缶板金加工 Com

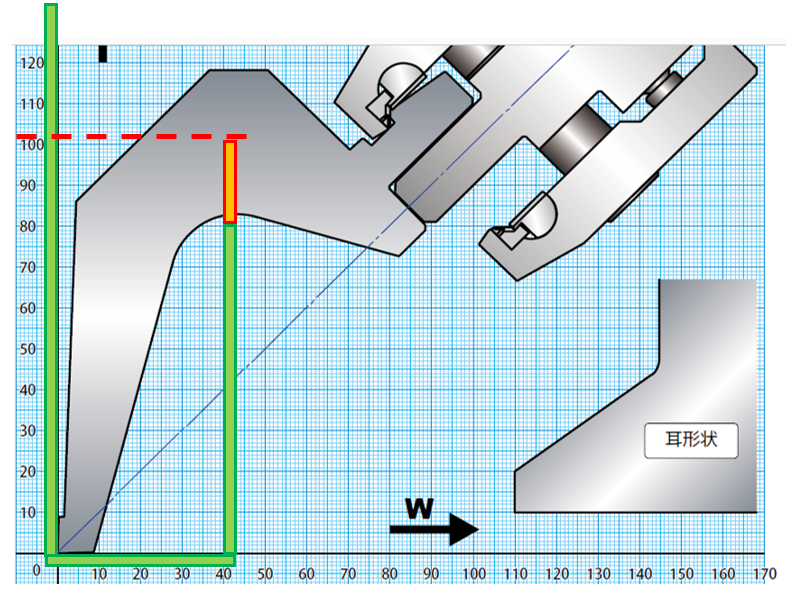
圧力表の見方 加工情報 金型ワールド
曲げrに加え 曲げ代も考慮した製品設計を行う事でコストダウン 溶接板金 Com
板金設計のための精密板金豆知識 曲げ限界加工 最小曲げ高さの参考値 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社

板金加工の読図 展開とは 板金加工の基礎知識4 ものづくり まちづくり Btob情報サイト Tech Note
曲げrの計算方法について 3分でわかる 専門家がわかりやすく解説 金属加工の見積りサイトmitsuri ミツリ

板金加工における 曲げ加工 の基礎や種類ついて徹底解説 金属加工の見積りサイトmitsuri ミツリ
曲げ加工の限界値 筐体設計 製造 Com
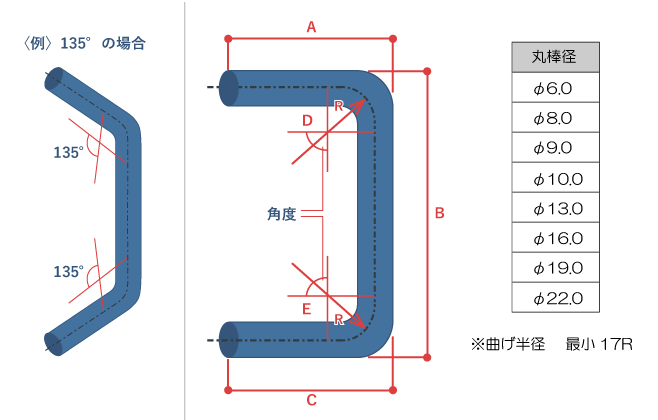
棒曲げ見積 曲げ加工ドットコム
お知らせ 株式会社大橋製作所 メタル事業部

曲げ加工 日本電気化学株式会社
製図 寸法の記入例 試作板金加工 Comは試作板金加工の専門サイト
標準加工情報 丸井工業株式会社 精密板金加工

板金加工の設計

曲げ加工
3dデータから板金図面 展開図を作成することにお困りではありませんか
プレスブレーキによる曲げ加工時の内 外rを考える 薄板溶接 Com
曲げ加工の精度 品質 Bankin Guide 手作り精密板金についての情報サイト
Q Tbn 3aand9gct 6gto5pondpzsgyddibld3rswvi J 6cezetvdm6taxtb Gy0 Usqp Cau
板金豆知識 曲げの加工限界の形状について 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社

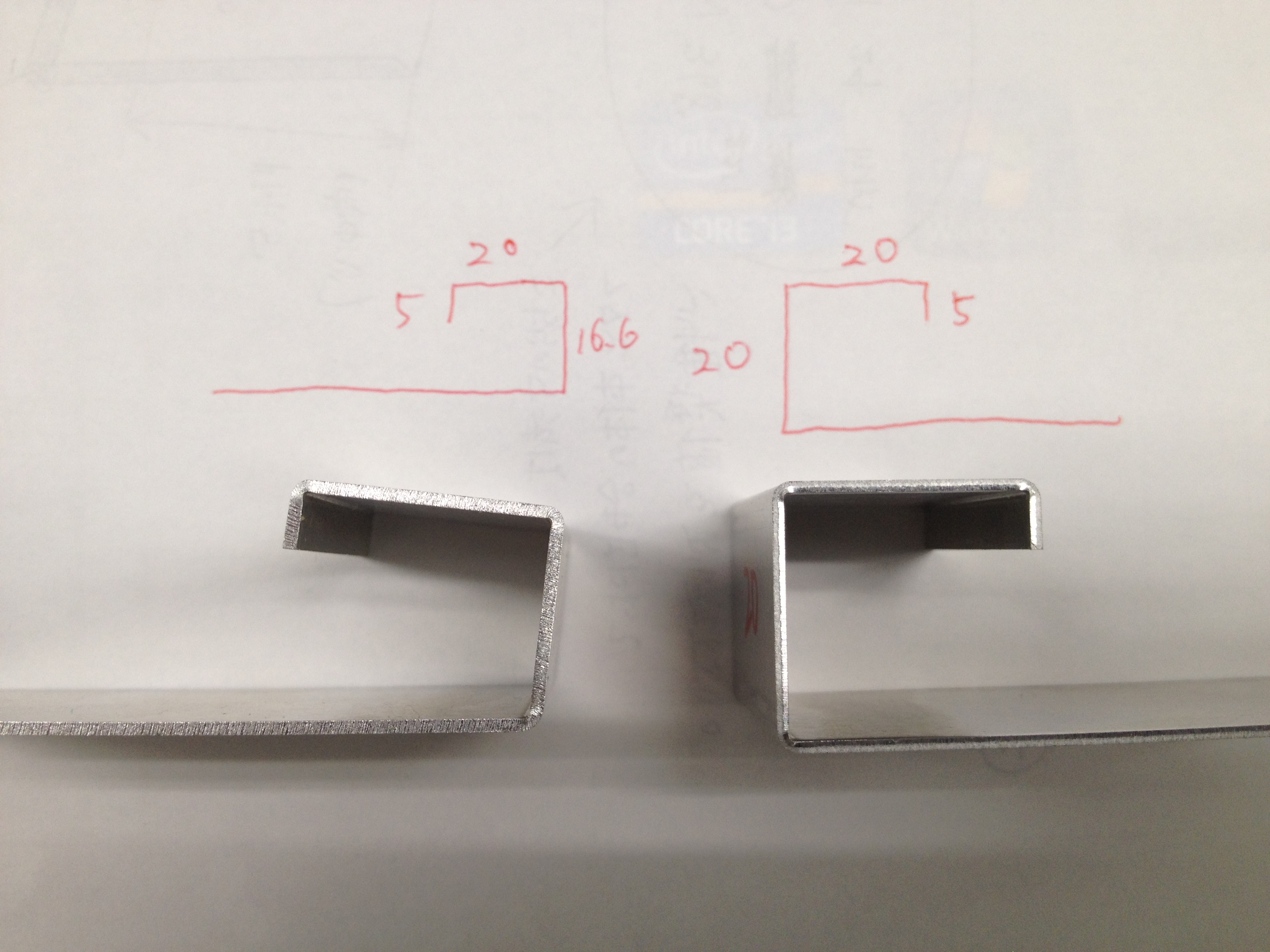
鋼板 コの字曲げ 板厚1 6mm 黒皮鉄板の曲げ加工 鋼屋 はがねや
板金のベテラン設計者になれる6つのステップとは 2 3 Monoist

板金加工における 曲げ加工 の基礎や種類ついて徹底解説 金属加工の見積りサイトmitsuri ミツリ
曲げ加工 日本電気化学株式会社

金型の使い方 選定 r曲げ 加工情報 金型ワールド
たった1つの設計プロテクニック 切り起こし 2 3 Monoist
深曲げはどこまで可能ですか 筐体設計 製造 Com

第1回 中立面と曲げ係数 技術計算講座 技術情報と展開図一覧 Cadtool板金展開9
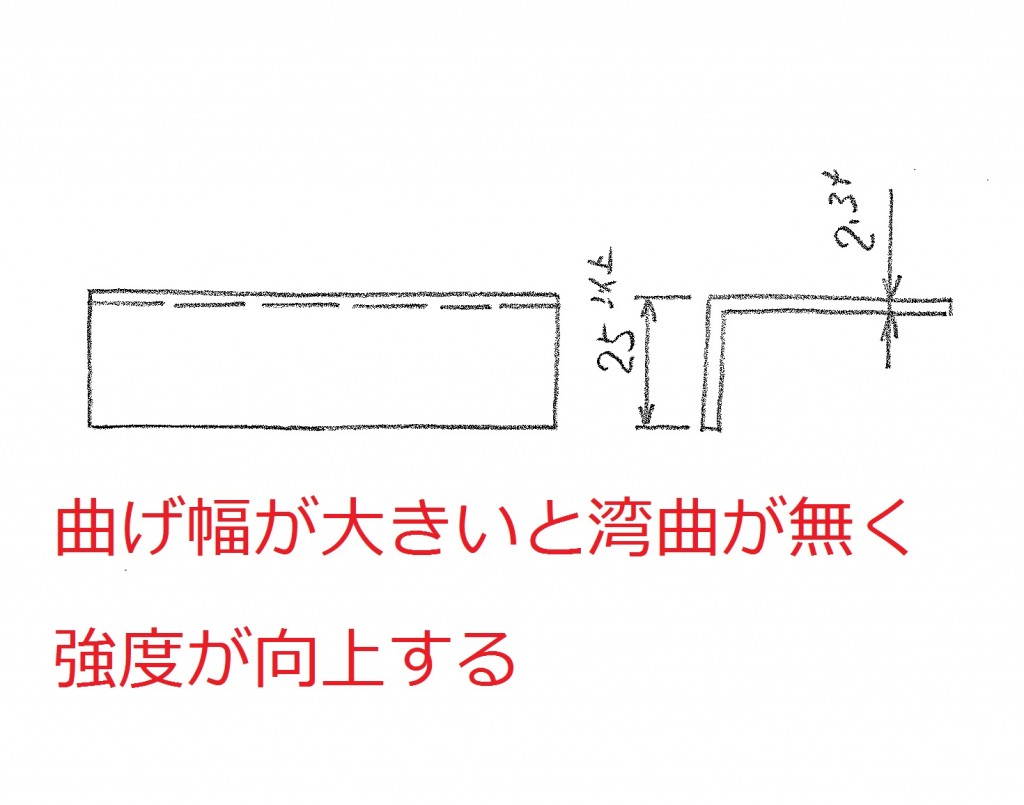
製缶板金の折り曲げ加工によるひずみが発生がし難い曲げ寸法の基礎知識 製缶板金加工 Com 製缶板金加工 Com 製缶板金加工 Com
技術資料 共栄プレス工業株式会社

Mp技研 板金用展開計算 エクセルでナンプレ

金型の使い方 選定 r曲げ 加工情報 金型ワールド

折り曲げ機 Magemage Originalmind オリジナルマインド
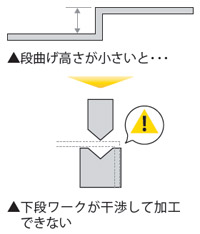
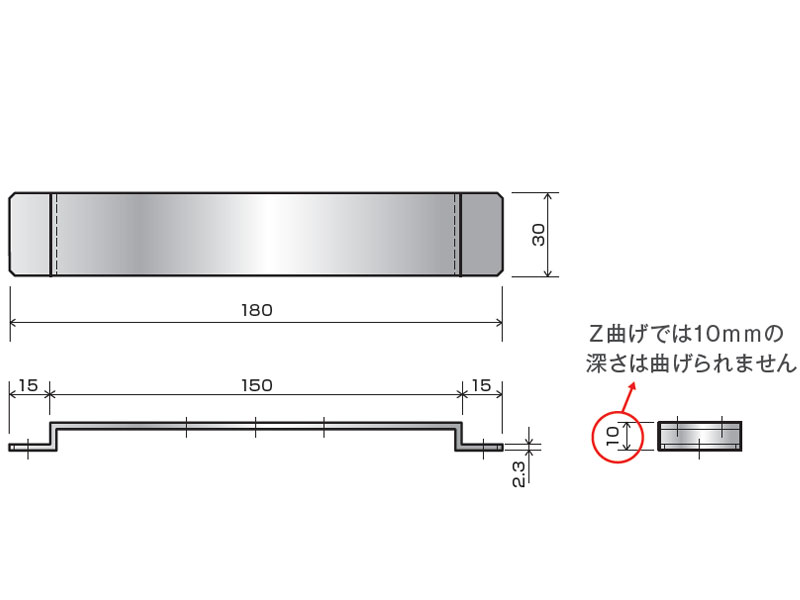
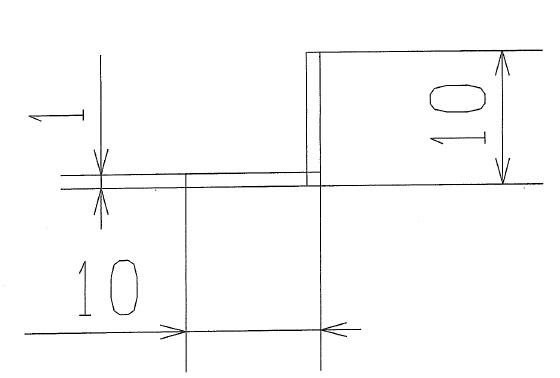
高さの低い段曲げ 板金加工ノウハウ集 レーザー 溶接 精密板金 プレス板金 プレス 板金ファクトリー 群馬

3 2 曲げの基本
お知らせ 株式会社大橋製作所 メタル事業部

3 2 曲げの基本
板金設計の基礎知識まとめ 初心者向け 機械設計学習館
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品

曲げ加工の基礎知識
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品
鋼板 コの字曲げ 板厚1 6mm 黒皮鉄板の曲げ加工 鋼屋 はがねや
板金品 レーザー加工品 の加工仕様 加工限界 ミスミ メカニカル加工部品

板金加工の読図 展開とは 板金加工の基礎知識4 ものづくり まちづくり Btob情報サイト Tech Note
技術資料 共栄プレス工業株式会社

板金 取付板 ブラケット z曲げタイプ ミスミ Misumi Vona ミスミ

ケンメジャーとは
深曲げ時の加工限界を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com

金型の使い方 選定 r曲げ 加工情報 金型ワールド
設計 板金図面展開のポイント
曲げの基本 6 曲げによる問題点 春日井金型
曲げ加工の最小フランジ 最小立ち上がり 株式会社 タカノ
板金部品の公差を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com
板金豆知識 曲げの加工限界の形状について 鉄 Sus アルミ 銅 真鍮 バネ材の加工なら精密板金の海内工業株式会社
パイプ見積 曲げ加工ドットコム
曲げ加工 日本電気化学株式会社
Q Tbn 3aand9gcrictcs2ershtw12bxgh5qjpuvwinl8k9oxcbw Bxlrxxx1ocjl Usqp Cau

部品加工
最小曲げ半径について プレス加工と金型のq A Q4 技術情報 Misumi Vona ミスミ
鋼板 コの字曲げ 板厚1 6mm 黒皮鉄板の曲げ加工 鋼屋 はがねや
曲げ加工の精度 品質 Bankin Guide 手作り精密板金についての情報サイト
Http Www Sheetworks Amada Co Jp Tec Support Files Guideline Pdf
板金のベテラン設計者になれる6つのステップとは 2 3 Monoist

02 号 板金加工用計算装置 板金加工用計算方法及びプログラム Astamuse
Shisakubankinkakou Com 476

曲げ加工の基礎知識

筐体ファクトリー 筐体図面の角度寸法表記について
プレスの最小曲げ寸法を意識した加工工数を削減する設計のポイント 産業用機械 装置カバー Com

板金加工の読図 展開とは 板金加工の基礎知識4 ものづくり まちづくり Btob情報サイト Tech Note

Mp技研 板金用展開計算 エクセルでナンプレ

30 cd 寸法公差を見直すだけで大幅コストダウン 精密板金加工 Com

3 2 曲げの基本

曲げr 曲げrの統一によるコストダウン 薄板線材加工 Com

第1回 中立面と曲げ係数 技術計算講座 技術情報と展開図一覧 Cadtool板金展開9

30 cd 寸法公差を見直すだけで大幅コストダウン 精密板金加工 Com
Z曲げの工程設計 プレス金型の設計 曲げを含む順送り金型の設計 その10 技術情報 Misumi Vona ミスミ
曲げrの計算方法について 3分でわかる 専門家がわかりやすく解説 金属加工の見積りサイトmitsuri ミツリ
曲げフランジの最小高さ 技術情報 Misumi Vona ミスミ

筐体ファクトリー 筐体における曲げの寸法表記について
曲げrの計算方法について 3分でわかる 専門家がわかりやすく解説 金属加工の見積りサイトmitsuri ミツリ
精密板金曲げ加工における曲げ逃げの影響 課題解決事例 精密板金加工の株式会社平出精密

金型の使い方 選定 鋭角曲げとヘミング曲げ 加工情報 金型ワールド

金型の使い方 選定 r曲げ 加工情報 金型ワールド



